HTAN ist einer der führenden Hersteller von industriellen Scharnieren, Griffen und Verschlüssen in China.


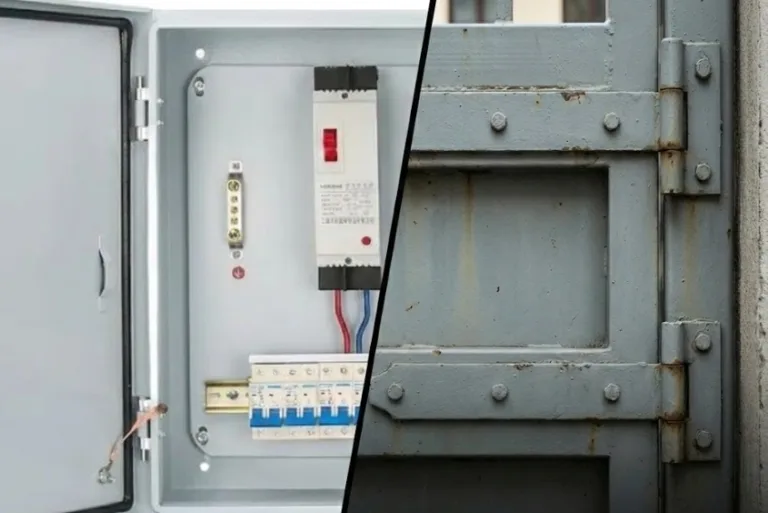
Durchgehende Scharnieredie gemeinhin als Klavierscharniere bezeichnet werden, bieten eine zuverlässige Methode zur Verteilung der Last über die gesamte Länge einer Metallschranktür. Bei korrektem Zuschnitt, Positionierung und Befestigung verbessern sie die Stabilität der Türausrichtung, verringern die örtliche Belastung an den Montagepunkten und unterstützen die wiederholbare Dichtungsleistung.
In diesem Leitfaden werden die technischen Verfahren zum Schneiden und Installieren dieser Komponenten beschrieben, um die strukturelle Integrität, die Ausrichtungskontrolle und die Anpassung an die üblichen industriellen Validierungserwartungen zu unterstützen.
Grundlegende Definitionen und Benchmarks der Branche
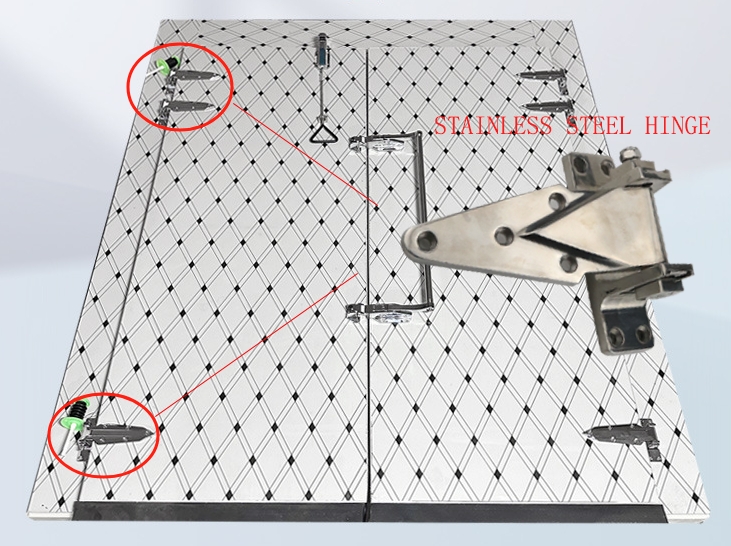
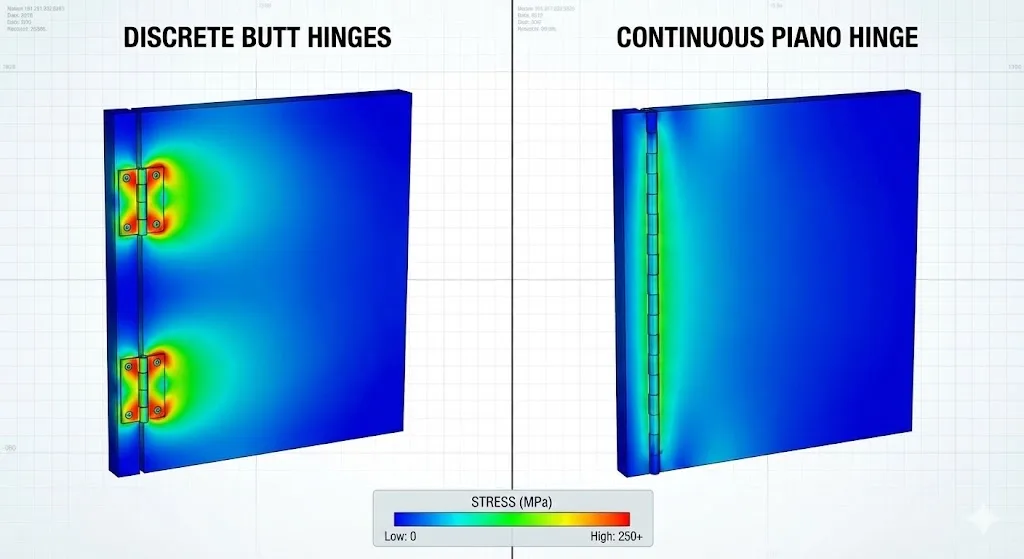
A Kontinuierliches Scharnier ist ein Scharnier mit hohem Seitenverhältnis, das aus zwei durch einen zentralen Stift verbundenen Flügeln besteht. Im Gegensatz zu diskreten Stoßscharnieren reduziert es das Risiko des Durchhängens der Tür, indem es die Unterstützung über die gesamte Scharnierlänge verteilt.
Wichtige Leistungsindikatoren (KPIs)
Die folgenden KPIs dienen als technische Indikatoren für Entwurfsprüfungen und Produktionsabnahmen:
- Lastverteilung (Indikator): Ein praktischer Vergleichsmaßstab ist das Türgewicht pro Scharnierlänge (kg/m) und der Abstand der Befestigungsmittel (mm).
- Pin-Halterung: Die Fähigkeit des zentralen Bolzens, bei Vibrationen und zyklischem Öffnen stehen zu bleiben. Dies wird durch die Behandlung der Stiftenden (Abstecken/Crimpen) beeinflusst.
- Seitliches Spiel: Die maximal zulässige horizontale Bewegung zwischen den Flügeln. Bei Industriegehäusen, die eine gleichmäßige Laibung erfordern, ist das seitliche Spiel normalerweise auf < 0,5 mm beschränkt.
Industrie-Normen
- ASTM A240: Standardspezifikation für nichtrostenden Chrom- und Chrom-Nickel-Stahl.
- ISO 9227: Korrosionsprüfungen in künstlichen Atmosphären (Salzsprühtests).
- DE 1935: Anforderungen und Prüfverfahren für einachsige Scharniere. Die Hersteller ergänzen dies häufig durch interne Zyklustests und Vibrationstests.
Materialauswahl und technische Spezifikationen
Bei der Auswahl der Materialien müssen Korrosionsbeständigkeit, Festigkeit im Verhältnis zum Gewicht und galvanische Verträglichkeit mit dem Gehäusesubstrat.
| Material | Standard Klasse | Korrosionsbeständigkeit | Verhältnis Stärke/Gewicht | Bester Anwendungsfall |
| 304 Edelstahl | ASTM A240 | Hoch | Mäßig | Innenbereich/Allgemeine Industrie |
| Edelstahl 316 | ASTM A240 | Überlegene | Mäßig | Marine/Chemische Verarbeitung |
| Aluminium | 6063-T5 | Mäßig | Hoch | Leichte Elektronik |
| Verzinkter Stahl | EN 10346 | Gering/Mäßig | Niedrig | Kostensensitive Versorgungsboxen |
Mathematische Vorbereitung und thermische Ränder
Vor dem Schneiden sind genaue Berechnungen erforderlich, um das Spiel (den Spalt), die Schichtdicke und die Wärmeausdehnung zu berücksichtigen.
Formel für die Basisfreigabe
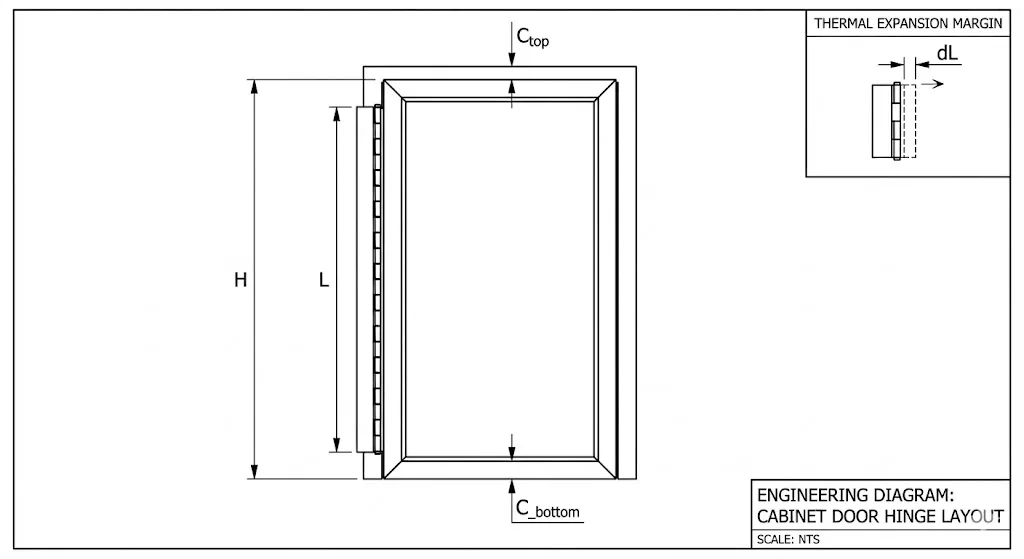
L = H - (C_Oben + C_Unten)
- L: Endgültige Scharnierlänge.
- H: Gesamthöhe der Öffnung der Schranktür.
- C_Oben/C_Unten: Erforderlicher Abstand oben/unten (normalerweise 1,0 mm - 2,0 mm).
Berücksichtigung der thermischen Ausdehnung
Berücksichtigung der thermischen Ausdehnung Wenn das Gehäuse unter extremen Temperaturschwankungen betrieben wird, ist ein thermischer Spielraum (M) einzuplanen, um die lineare Ausdehnungskoeffizienten der verwendeten Materialien.
Wärmeausdehnung (dL) = H x alpha x dT
- alpha (Stahl): ca. 12e-6 / Grad C
- alpha (Aluminium): ca. 23e-6 / Grad C
- dT: Betriebstemperaturschwankung (Grad C)
- Angepasste Länge: L_final = H - (C_top + C_bottom) - (0,5 x dL)
Ausführung Schritt für Schritt
Schritt 1: Präzisionsschneiden und Kontaminationskontrolle
- Prozess: Verwenden Sie eine Kaltsäge oder einen Winkelschleifer mit einer ultradünnen 1 mm Inox-Scheibe.
- Stabilisierung: Schließen Sie das Scharnier vor dem Schneiden vollständig, um den Stift zu stabilisieren.
- Wärmemanagement: Vermeiden Sie übermäßige Hitze, die ein "Bläuen" (Hitzeverfärbung) verursacht. Hitzeverfärbung verringert die Korrosionsbeständigkeit an der Schnittkante.
- Kontamination: Wenn Sie in der Nähe von elektrischen Bauteilen arbeiten, isolieren Sie den Bereich. Metallspäne können Kurzschlüsse verursachen.
Schritt 2: Entgraten und Kantenbearbeitung
- Mechanische Bearbeitung: Verwenden Sie eine feinzahnige Feile oder ein Entgratungswerkzeug, um einen leichten Radius (ca. 0,5 mm) zu erzielen.
- Passivierung: Bei rostfreiem Stahl ist eine Passivierungslösung aufzutragen, um die Chromoxid-Schutzschicht nach dem Entfernen der Wärmefärbung wiederherzustellen.
- Pin-Halterung: Die Scharnierenden sind abzustecken oder zu crimpen, um ein Abwandern der Stifte zu verhindern.
Schritt 3: Bohren und Abstand der Befestigungen
- Genauigkeit: Verwenden Sie eine Zentrierlocher um die Mitte jedes Lochs zu markieren. Wenn Sie dies nicht tun, wandert der Bohrer.
- Bohren: Verwenden Sie bei rostfreiem Stahl niedrige Drehzahlen und Schneidflüssigkeit, um Kaltverfestigung zu vermeiden.
- Abstand Baseline:
- Allgemeine Industrie: 75mm bis 100mm Abstand.
- Heavy-Duty/High-Cycle: 50mm bis 75mm Abstand.
Schritt 4: Montage und Anzugssicherung
- Sequenz: Befestigen Sie zuerst die oberen und unteren Befestigungselemente, um die Referenzausrichtung herzustellen, und arbeiten Sie dann von der Mitte aus nach außen.
- Hardware: Verwenden Sie M5- oder M6-Maschinenschrauben oder Strukturnieten (ISO 15977).
- Anti-Vibration: Tragen Sie eine Gewindesicherungsmasse auf, um den Drehmomentabfall über Arbeitszyklen zu reduzieren.
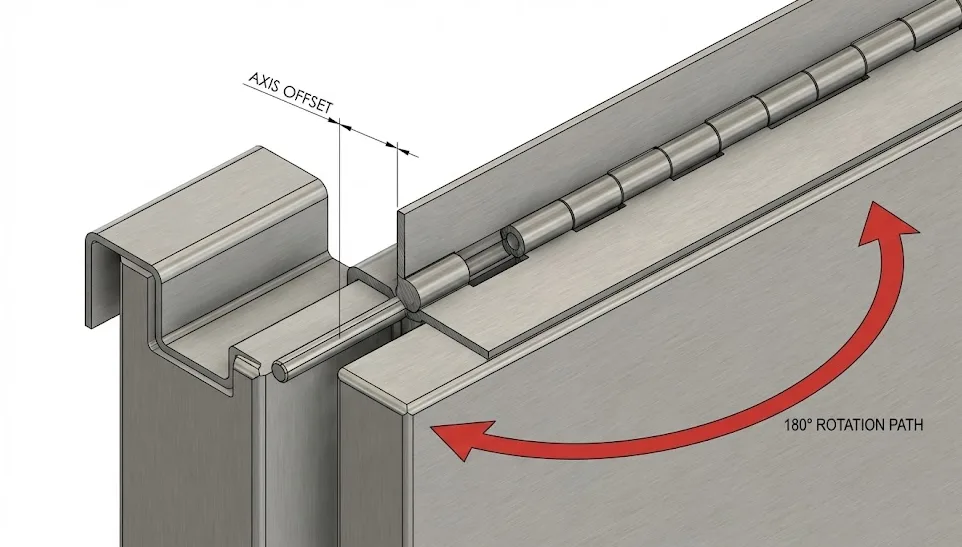
- Achsenversatz: Achten Sie darauf, dass die Scharnierachse ausreichend von den Rückholflanschen versetzt ist, um ein "Zurückfedern" beim Schließen zu verhindern.
Vergleichende Analyse: Bewährte Praktiken vs. minderwertige Methoden
| Merkmal | Bewährte Praktiken der Industrie | Substandard-Methode | Auswirkungen des Scheiterns |
| Schneiden | Kalte Säge mit Kühlmittel | Abrasivsäge (hohe Hitze) | Hitzetönung, örtlich begrenzter Rost |
| Markierung von Löchern | Körner & Schablone | Freihändiges Bohren | Türverschiebung, Bindung |
| Entgraten | Mechanisches Entgraten + Passivierung | Links ungeschnitten | Verletzungsgefahr, Beschädigung der Dichtung |
| Befestigung | Strukturelle Nieten/Maschinenschrauben | Holzschrauben / Heftschweißen | Abscherung von Befestigungselementen, schlechte Wartung |
Fehlermöglichkeits- und Einflussanalyse (FMEA)
| Potenzieller Fehlermodus | Mögliche Ursache | Potenzielle Wirkung | Strategie zur Risikominderung |
| Pin-Migration | Fehlende Absteckung/Crimpung | Scharnierbruch; Türtrennung | Die Achseln nach dem Schneiden abstecken/verpressen. |
| Scharnier Bindung | Fehlausrichtung; unzureichender Versatz | Übermäßige Kraft; Rückfederung | Schablonenbohrung; Achsabstand prüfen. |
| Galvanische Korrosion | Ungleiche Metalle | Gelenkverschleiß; Krampfanfall | Verwenden Sie dielektrische Barrieren/Nylonunterlegscheiben. |
| Drehmomentabfall | VibrationMaterialkriechen | Lose Befestigungselemente; Ausrichtungsabweichung | Sicherungsmuttern; Gewindesicherungsmasse. |
Zuverlässigkeitsprüfung und Akzeptanzkriterien
- Swing-Test: Die Tür dreht sich über den gesamten Bereich (180/270 Grad) ohne hörbare Reibung oder Störung des Flügels.
- Ausrichtungsprüfung: Die Fuge (Spalt zwischen Tür und Rahmen) muss innerhalb von +/- 0,5 mm gleichmäßig sein.
- Belastungstest: Wenden Sie die maximale Nennlast an; die Durchbiegung der Außenkante sollte 1% der Türbreite nicht überschreiten.
- ISO 9227: Prüfen Sie die Korrosionsbeständigkeit der Schnittkanten, indem Sie sie für die erforderliche Dauer dem Salzsprühnebel aussetzen.
Checkliste für die endgültige Installation
- [ ] Geprüfte Materialqualität (304/316/Al/verzinkt).
- [ ] Scharnier auf Länge geschnitten mit einer Toleranz von +/- 0,5 mm.
- [Die Schnittkanten wurden entgratet, die Hitzefärbung entfernt und passiviert.
- [Die Stiftenden sind gecrimpt/verklebt, um eine Migration zu verhindern.
- [Der Abstand der Befestigungselemente entspricht der Belastungsklasse (50-100 mm).
- [ ] Achsversatz geprüft, um Flanschüberschneidungen zu vermeiden.
- [ ] Alle Metallspäne/Schmutzteile aus dem Gehäuseinneren entfernt.
FAQ: Technische Fehlersuche
F1: Kann ich ein durchgehendes Scharnier schneiden, nachdem es bereits installiert ist?
A: Nicht empfohlen. Dadurch gelangen Metallspäne in die elektrischen Komponenten und es besteht die Gefahr, dass die Beschichtung des Gehäuses beschädigt wird. Bearbeiten Sie das Scharnier immer vor der Montage.
F2: Wie kann ich Rost an den Schnittkanten eines Edelstahlscharniers verhindern?
A: Polieren Sie die Kante mechanisch, um die Hitzeeinwirkung zu entfernen, und tragen Sie eine chemische Passivierung auf. Dadurch wird die schützende Chromoxidschicht wiederhergestellt.
F3: Was sollte ich tun, wenn der Scharnierstift nach dem Schneiden herausrutscht?
A: Das Ende des letzten Achsschenkels mit einem Hammer und einem Körner einschlagen oder quetschen, um eine mechanische Verriegelung herzustellen.
F4: Ist es besser, ein durchgehendes Scharnier an einen Metallkasten zu schweißen oder zu schrauben?
A: Mechanische Verbindungselemente sind aus Gründen der Ausrichtungskontrolle und der Wartungsfreundlichkeit vorzuziehen. Schweißen erhöht das Risiko einer Wärmeverformung und erschwert die Reparatur.
F5: Welches Gewicht kann ein 2 Zoll breites Klavierband maximal tragen?
A: Es gibt keinen universellen Wert. Die Kapazität hängt vom Stiftdurchmesser, der Flügeldicke, dem Abstand der Befestigungsmittel und der Steifigkeit des Untergrunds ab. Überprüfen Sie dies immer mit einem Durchbiegungstest an der tatsächlichen Konstruktion.
F6: Warum "springt" meine Tür leicht zurück, wenn ich versuche, sie zu schließen?
A: In der Regel handelt es sich um eine "Scharnierverbindung", die durch einen unzureichenden Achsversatz zum Rücklaufflansch oder nicht bündig sitzende Befestigungselemente verursacht wird.