HTAN ist einer der führenden Hersteller von industriellen Scharnieren, Griffen und Verschlüssen in China.


Das Hochglanzpolieren sollte nicht als Standardoberfläche für jedes industrielle Edelstahlscharnier festgelegt werden. Bei einigen Projekten verbessert es die Reinigungsfähigkeit, die visuelle Konsistenz und die korrosionsbedingte Oberflächenleistung. In anderen Fällen erhöht es die Bearbeitungskosten, ohne einen ausreichenden praktischen Nutzen zu bringen. Die richtige Entscheidung hängt von der Betriebsumgebung, den Hygieneanforderungen, der Sichtbarkeit des Scharniers, der Wartungsfähigkeit und den Gesamtlebenszykluskosten ab.
Hochglanzpolieren ist in der Regel eine Überlegung wert für hygienische Geräte, gut sichtbare hochwertige Beschläge und ausgewählte Anwendungen mit hohem Korrosionsschutz, bei denen glattere Oberflächen die Reinigung erleichtern und die Verschmutzung verringern. Bei Standardschränken für den Innenbereich, verdeckten Scharnieren und abrasiven Geräten für den Außenbereich, bei denen gebürstete oder passivierte Oberflächen oft ein besseres Gleichgewicht zwischen Haltbarkeit, Aussehen und Kosten bieten, ist dies normalerweise nicht erforderlich.
In diesem Artikel wird erklärt, was Hochglanzpolieren eigentlich bedeutet, was es verbessert, wann es die zusätzlichen Bearbeitungskosten wert ist und wann alternative Oberflächenbehandlungen praktischer sind. Wenn Sie mehr über die Materialauswahl erfahren möchten, können Sie sich zunächst unseren Übersicht Edelstahlscharniere.
Was ist Hochglanzpolieren?
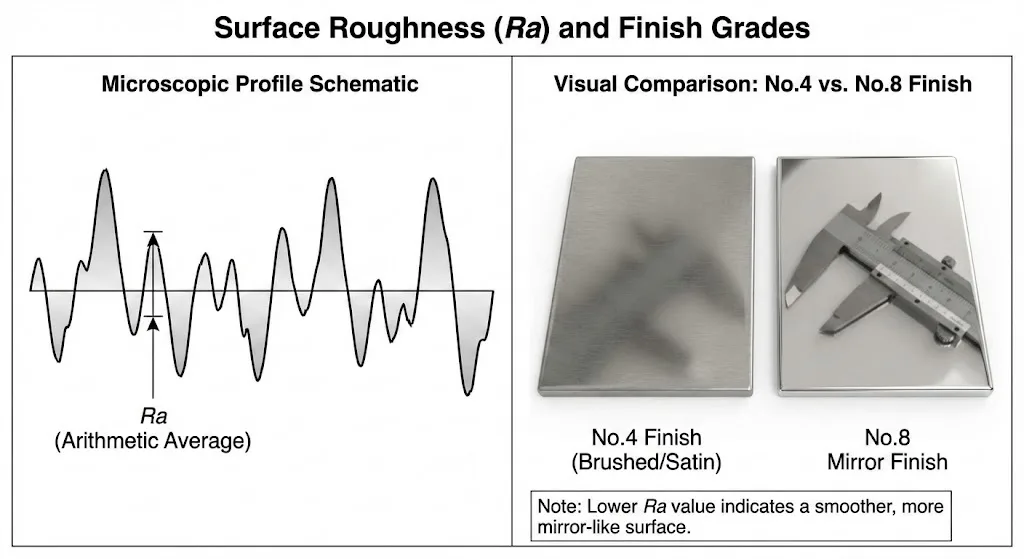
Hochglanzpolieren bezieht sich in der Regel auf eine stark veredelte Edelstahloberfläche, die oft mit den Begriffen No.8 oder 8K-Finish in Verbindung gebracht wird. In der technischen Praxis sollte die Entscheidung nicht nur darauf beruhen, wie glänzend das Scharnier aussieht. Die aussagekräftigere Messgröße ist die Oberflächenrauheit, die üblicherweise als Ra ausgedrückt wird. Ein echtes Hochglanzfinish wird durch die messbare Oberflächenqualität akzeptiert, nicht allein durch die visuelle Helligkeit.
Für die praktische Auswahl von Scharnieren bedeutet dies, dass Hochglanzpolieren nicht nur eine dekorative Oberfläche ist. Es handelt sich um eine Oberflächenbeschaffenheit, die sich auf die Rückstandshaftung, das Reinigungsverhalten und die Art und Weise auswirken kann, wie das Teil in sichtbaren oder hygienesensiblen Anwendungen funktioniert.
Was das Spiegelpolieren verbessern kann
Reinigungs- und Hygieneleistung
Eine glattere Edelstahloberfläche neigt dazu, weniger Rückstände zu binden und lässt sich im Allgemeinen leichter abwischen. Dies ist ein Grund dafür, dass hochglanzpolierte oder ähnlich veredelte Oberflächen in der Lebensmittelindustrie, bei pharmazeutischen Geräten und in Reinräumen wichtiger sind als bei normalen Industrieschränken.
Wenn es um Hygienedesign geht, konzentrieren sich die Beschaffungsspezifikationen oft auf messbare Rauhigkeitsgrenzwerte und Validierungsanforderungen und nicht auf das Aussehen allein. Deshalb sollte die Auswahl der Oberflächenbeschaffenheit an tatsächliche Reinigungsstandards gebunden sein und nicht nur an hochwertige optische Erwartungen. Wenn Ihr Projekt auch eine stärkere korrosionsorientierte Materialbeurteilung erfordert, vergleichen Sie dies mit unserem Auswahlhilfe für rostfreie Scharniere 304 vs. 316 für den Außenbereich.
Oberflächenbeschaffenheit und Erscheinungsbild
Das Hochglanzpolieren verleiht dem Scharnier ein edleres und hochwertigeres Aussehen. Dies kann von Bedeutung sein, wenn das Scharnier an hochwertigen Geräten, Markengehäusen oder polierten rostfreien Baugruppen sichtbar ist, bei denen die visuelle Konsistenz Teil des Produktwerts ist.
Reduzierte Oberflächenretention
Glattere Oberflächen können die Anzahl der mikroskopischen Rillen verringern, in denen Chloride, Schmutz oder Rückstände verbleiben können. Dies kann dazu beitragen, die Wahrscheinlichkeit der Entstehung von Lochfraß zu verringern, ersetzt aber nicht die richtige Legierungsauswahl. In chloridbelasteten Umgebungen ist die Materialchemie immer noch wichtiger als die Oberflächenqualität allein.
Geringere Oberflächenreibung in begrenzten Fällen
Hochglanzpolieren kann die Oberflächenglätte leicht verbessern und lokale Reibungsspitzen reduzieren, aber der Verschleiß von Scharnieren hängt immer noch stärker von der Konstruktion des Drehzapfens, der Härte, dem Stiftmaterial, der Schmierungsstrategie und der Montagetoleranz ab. Mit anderen Worten: Polieren kann helfen, aber es ist keine Lösung für schlechte Scharniertechnik.
Warum viele industrielle Scharniere nicht spiegelpoliert werden müssen
Standard-Innenschränke bieten in der Regel keinen ausreichenden Nutzen
Bei den meisten Schaltschränken, Schaltkästen oder Gerätegehäusen für den Innenbereich ist das Hochglanzpolieren oft eher eine ästhetische Aufwertung als eine funktionale Notwendigkeit. Wenn die Umgebung trocken ist, das Scharnier nicht gut sichtbar ist und das Gehäuse keine hygienischen Anforderungen an die Reinigung stellt, ist eine gebürstete Oberfläche oder Passivierung in der Regel kostengünstiger.
Versteckte oder schlecht sichtbare Scharniere rechtfertigen dies nur selten
Wenn das Scharnier im Inneren des Gehäuses montiert ist oder bei normalem Gebrauch nicht sichtbar ist, bringt das Hochglanzpolieren in der Regel wenig praktischen Nutzen. In diesen Fällen sind Korrosionsbeständigkeit, Passivierungsqualität und Passgenauigkeit wichtiger als das spiegelnde Aussehen.
Abrasive Umgebungen beschädigen Spiegeloberflächen schnell
Maschinen, Geräte im Freien und Anlagen, die starkem Staub oder Sand ausgesetzt sind, können hochglanzpolierte Oberflächen schnell zerkratzen. Einmal zerkratzt, verliert die Oberfläche einen Großteil ihres optischen Vorteils und erfordert möglicherweise mehr Pflege als eine praktischere gebürstete oder passivierte Oberfläche.
Für Entscheidungen über Korrosion bei hartem Einsatz ist es auch hilfreich, unsere korrosionsbeständige Scharnierführung für industrielle AnwendungenDenn viele Probleme mit Scharnieren für den Außenbereich sind eher auf die Umgebung und die Wahl der Legierung zurückzuführen als auf den Grad der dekorativen Politur.
Spiegelnde Oberflächen erfordern mehr Pflege
Spiegelnde Oberflächen zeigen Fingerabdrücke, Schlieren und Kratzer deutlicher als gebürstete oder matte Oberflächen. In industriellen Umgebungen mit hoher Beanspruchung kann dies die Häufigkeit der Reinigung erhöhen und das Scharnier schneller abgenutzt aussehen lassen, selbst wenn das Grundmaterial noch gut funktioniert.
Wann Spiegelpolieren sinnvoll ist
Lebensmittel-, Pharma- und Reinraumausrüstung
Dies ist einer der eindeutigsten Anwendungsfälle. Wenn Reinigungsfähigkeit, geringe Oberflächenretention und validierte Hygieneeigenschaften wichtig sind, kann eine hochveredelte Oberfläche gerechtfertigt sein. Bei diesen Projekten sollte die Auswahl der Oberfläche mit messbaren Ra-Zielen, Passivierungsanforderungen und Prüfprotokollen verknüpft werden.
Sichtbare Premium-Edelstahl-Ausstattung
Hochglanzpolieren kann sinnvoll sein, wenn das Scharnier sichtbar bleibt und zum Erscheinungsbild des fertigen Geräts gehört. Hochwertige Geräte, Markengehäuse oder dekorative Baugruppen aus rostfreiem Edelstahl können die zusätzlichen Prozesskosten rechtfertigen, wenn das Aussehen Teil der Produktspezifikation ist.
Ausgewählte Projekte mit hohem Korrosionsrisiko
In einigen maritimen oder chloridbelasteten Umgebungen kann eine glattere Oberfläche dazu beitragen, lokale Retentionsstellen zu reduzieren, die zur Entstehung von Lochfraß beitragen. Der wichtigste Punkt ist jedoch folgender: Die Qualität der Oberfläche ist der Wahl der Legierung untergeordnet. In den meisten ernsthaften Chloridumgebungen ist die Auswahl der richtigen Edelstahlsorte immer noch die erste Entscheidung, und das Polieren kommt erst danach.
Wann eine gebürstete oder passivierte Oberfläche besser ist

Gebürstete Oberfläche für die meisten sichtbaren industriellen Scharniere
Eine gebürstete Oberfläche ist oft die praktischste Wahl für sichtbare industrielle Edelstahlscharniere. Sie sorgt für ein einheitlicheres Erscheinungsbild, verbirgt kleinere Kratzer besser als eine Hochglanzoberfläche und kostet in der Regel weniger, bietet aber dennoch ein professionelles Aussehen.
Passivierung für technische Robustheit
Für viele Schrank-, Gehäuse- und Maschinenanwendungen bietet die Passivierung einen größeren praktischen Nutzen als das Hochglanzpolieren. Sie verbessert die Korrosionsstabilität, ohne das Scharnier in ein wartungsintensives, reflektierendes Bauteil zu verwandeln. Dies ist besonders bei geschweißten oder bearbeiteten Scharnierteilen von Bedeutung.
Matte oder reflexionsarme Oberflächen für Bedienergeräte
Dem Bediener zugewandte Geräte, Überwachungseinrichtungen, optische Systeme und Maschinen in der Nähe von Blendlicht profitieren oft mehr von reflexionsarmen Oberflächen als von spiegelnden Oberflächen. In diesen Fällen überwiegen die Kontrolle des Aussehens und die Benutzerfreundlichkeit die dekorative Helligkeit.
Praktische Anwendung Benotung
Klasse A: Dringend empfohlen
Verwenden Sie das Hochglanzpolieren, wenn das Scharnier Teil von Lebensmittelmaschinen, pharmazeutischen Geräten, Reinraumsystemen oder gut sichtbaren, hochwertigen, rostfreien Baugruppen ist, bei denen Reinigbarkeit und gleichbleibende Oberflächenbeschaffenheit echte Anforderungen sind.
Klasse B: Möglich mit klarer Begründung
Verwenden Sie es selektiv bei Projekten in Küstennähe oder bei Projekten, die Chloriden ausgesetzt sind, nachdem Sie die richtige Basislegierung und Korrosionsstrategie ausgewählt haben. Eine Hochglanzoberfläche kann die Leistung unterstützen, sollte aber nicht als Ersatz für eine korrekte Materialspezifikation verwendet werden.
Klasse C: Normalerweise nicht erforderlich
Für Standard-Innenschaltschränke, Industriegehäuse und verdeckte Scharniere sind gebürstete oder passivierte Oberflächen normalerweise die bessere Wahl. Sie erfüllen in der Regel die Anforderungen an Lebensdauer, Korrosion und Budget, ohne die zusätzlichen Kosten und den Pflegeaufwand einer Hochglanzpolitur.
Klasse D: Generell nicht empfohlen
Für abrasive Maschinen, schmutzige Feldgeräte und schwere Außeneinsätze mit häufigen Stoß- oder Sandeinwirkungen ist Hochglanzpolieren selten die beste Option. Diese Umgebungen profitieren in der Regel mehr von dauerhaften technischen Oberflächen und einem stärkeren strukturellen Schutz.
Workflow für technische Entscheidungen
Schritt 1: Definieren Sie das Umfeld
Klären Sie, ob das Scharnier in Innenräumen, im Freien, bei Chlorideinwirkung, in hygienischen Reinigungsbereichen oder beim Einsatz von abrasiven Maschinen eingesetzt werden soll. Die Auswahl der Oberfläche sollte sich nach der tatsächlichen Umgebung richten, nicht nach Gewohnheit oder Aussehen allein.
Schritt 2: Prüfen Sie, ob das Scharnier sichtbar ist
Wenn das Scharnier im Inneren des Gehäuses verborgen ist, bringt die Hochglanzpolitur kaum einen Mehrwert. Wenn das Scharnier sichtbar ist und zum Erscheinungsbild des Produkts gehört, spricht mehr für eine Hochglanzpolitur.
Schritt 3: Überprüfung des Reinigungs- und Hygienebedarfs
Wenn es auf die hygienische Validierung ankommt, legen Sie messbare Anforderungen an die Oberflächenbeschaffenheit fest, z. B. Grenzwerte für die Rauheit und Prüfverfahren. Verlassen Sie sich nicht allein auf das Wort "Spiegel" als Qualitätsanforderung.
Schritt 4: Vergleichen Sie die Lebenszykluskosten, nicht nur den Stückpreis
Berücksichtigen Sie den Wartungsaufwand, die Sichtbarkeit von Kratzern, das Risiko der Wiederbeschaffung, den Reinigungsbedarf und die tatsächlichen Kosten der Ausfallzeit. Hochglanzpolieren ist nur dann sinnvoll, wenn es den langfristigen Projektwert ausreichend verbessert, um die zusätzlichen Bearbeitungskosten zu rechtfertigen.
Schritt 5: Validierung des Vollflächenprozesses
Beurteilen Sie das Hochglanzpolieren nicht allein nach dem Aussehen. Bestätigen Sie den gesamten Prozess, einschließlich Reinigung, Kontaminationskontrolle und Passivierung, falls erforderlich. Bei vielen Industrieprojekten ist die Prozessdisziplin ebenso wichtig wie das Finish-Etikett selbst.
FAQ
F1: Benötigen Standard-Industrieschränke hochglanzpolierte Edelstahlscharniere?
Normalerweise nicht. Für die meisten Schränke und Gehäusetüren im Innenbereich sind gebürstete oder passivierte Oberflächen praktischer und kostengünstiger, es sei denn, das Aussehen oder die Hygieneanforderungen rechtfertigen eindeutig eine Hochglanzoberfläche.
F2: Verbessert Hochglanzpolieren die Korrosionsbeständigkeit von selbst?
Sie kann dazu beitragen, lokale Retentionsstellen auf der Oberfläche zu reduzieren, ist aber nicht der wichtigste Korrosionsschutz. Die Auswahl der Legierung und die richtige Nachbearbeitung sind wichtiger als der Oberflächenglanz allein.
F3: Ist Hochglanz immer besser als eine gebürstete Oberfläche für sichtbare Scharniere?
Nein. Eine spiegelnde Oberfläche sieht zwar hochwertiger aus, aber eine gebürstete Oberfläche verbirgt Kratzer in der Regel besser und eignet sich besser für den praktischen Einsatz in der Industrie, wo Berührungen, Stöße und Wartung häufig vorkommen.
F4: Welches Finish eignet sich besser für Maschinen und abrasive Außenanwendungen?
In vielen Fällen ist eine praktischere technische Oberfläche wie gebürstetes oder passiviertes Edelstahl eine bessere Wahl als eine Hochglanzoberfläche, insbesondere wenn Kratzer und Wartungsaufwand eine wichtige Rolle spielen. Für maschinenorientierte Anwendungen können Sie auch unsere Scharniere aus rostfreiem Stahl für Maschinenführungen.
F5: Wann lohnt sich das Spiegelpolieren am meisten?
Dies ist besonders dann gerechtfertigt, wenn das Scharnier sichtbar, hygienisch empfindlich oder Teil einer hochwertigen, rostfreien Baugruppe ist, bei der die Reinigungsfähigkeit und die Oberflächenqualität wesentliche Projektanforderungen und keine optionalen Erweiterungen sind.
Schlussfolgerung
Ein industrielles Scharnier aus Edelstahl muss nicht automatisch hochglanzpoliert werden. Bei vielen Projekten ist das Hochglanzpolieren eher eine spezielle Wahl als eine Standardanforderung. Sie ist dann sinnvoll, wenn Hygiene, Reinigbarkeit oder ein gut sichtbares, hochwertiges Erscheinungsbild die zusätzlichen Prozesskosten rechtfertigen. Für gewöhnliche Schränke, verdeckte Scharniere und den Einsatz in abrasiven Maschinen sind gebürstete oder passivierte Oberflächen oft die bessere technische Entscheidung.
Die richtige Frage lautet nicht "Ist Hochglanzpolieren besser?", sondern "Bringt das Hochglanzpolieren für dieses Projekt einen ausreichenden funktionalen Nutzen, um es zu rechtfertigen?" Wenn Sie Sichtbarkeit, Umwelt, Hygiene und Wartung zusammen bewerten, wird die Antwort in der Regel viel klarer.