HTAN es uno de los principales fabricantes de bisagras, manillas y pestillos industriales de China.


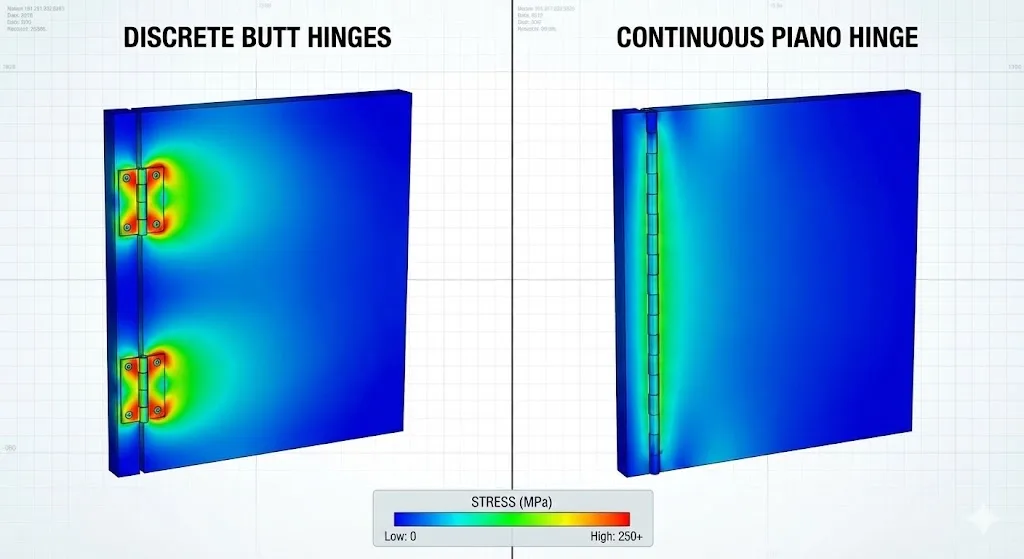
Bisagras continuascomúnmente denominadas bisagras de piano, proporcionan un método fiable para distribuir la carga a lo largo de toda la puerta de un armario metálico. Cuando se cortan, colocan y fijan correctamente, mejoran la estabilidad de la alineación de la puerta, reducen la tensión localizada en los puntos de montaje y permiten un rendimiento de sellado repetible.
Esta guía detalla los procedimientos técnicos para cortar e instalar estos componentes para apoyar la integridad estructural, el control de la alineación y la alineación con las expectativas comunes de validación industrial.
Definiciones básicas y referencias del sector
A Bisagra continua es una bisagra de alta relación de aspecto formada por dos hojas unidas por un pasador central. A diferencia de las bisagras a tope discretas, reduce el riesgo de pandeo de la puerta al distribuir el apoyo a lo largo de toda la longitud de la bisagra.
Indicadores clave de rendimiento (KPI)
Los siguientes KPI sirven como indicadores de ingeniería para las revisiones de diseño y la aceptación de la producción:
- Distribución de la carga (indicador): Una métrica de comparación práctica es el peso de la puerta por longitud de bisagra (kg/m) y la distancia entre fijaciones (mm).
- Retención del pasador: Capacidad del bulón central de permanecer inmóvil bajo vibraciones y aperturas cíclicas. En esto influye el tratamiento del extremo del pasador (apuntalamiento/estrangulamiento).
- Juego lateral: El máximo movimiento horizontal admisible entre hojas. En los cerramientos industriales que requieren un revelado constante, la holgura lateral suele limitarse a < 0,5 mm.
Normas del sector
- ASTM A240: Especificación normalizada para los aceros inoxidables al cromo y al cromo-níquel.
- ISO 9227: Ensayos de corrosión en atmósferas artificiales (ensayos de niebla salina).
- ES 1935: Requisitos y métodos de ensayo de las bisagras de un eje. Los fabricantes suelen complementarlo con pruebas de ciclos internos y ensayos de vibración.
Selección de materiales y especificaciones técnicas
La selección del material debe tener en cuenta la resistencia a la corrosión, la relación resistencia-peso y compatibilidad galvánica con el sustrato de la caja.
| Material | Grado estándar | Resistencia a la corrosión | Relación resistencia/peso | El mejor caso de uso |
| Acero inoxidable 304 | ASTM A240 | Alta | Moderado | Interior/Industrial general |
| Acero inoxidable 316 | ASTM A240 | Superior | Moderado | Procesamiento marino/químico |
| Aluminio | 6063-T5 | Moderado | Alta | Electrónica ligera |
| Acero galvanizado | EN 10346 | Bajo/Moderado | Bajo | Cajas de utilidad económica |
Preparación matemática y márgenes térmicos
Antes de cortar, es necesario realizar cálculos precisos para tener en cuenta la holgura (separación), el grosor del revestimiento y la dilatación térmica.
Fórmula de despeje de la base
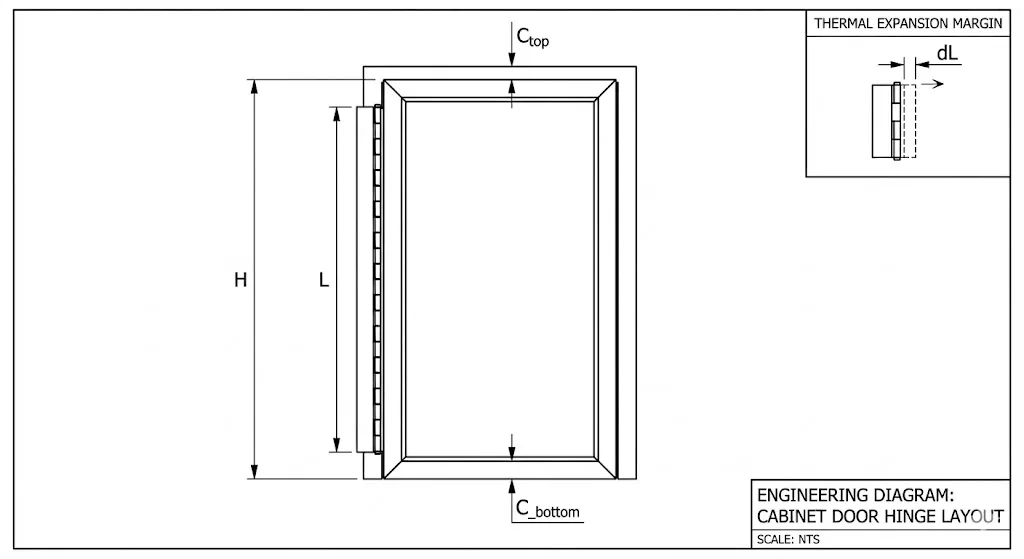
L = H - (C_top + C_bottom)
- L: Longitud final de la bisagra.
- H: Altura total de la abertura de la puerta del armario.
- C_top/C_bottom: Espacio libre superior/inferior necesario (normalmente 1,0 mm - 2,0 mm).
Consideración de la dilatación térmica
Consideración de la expansión térmica Si la caja funciona con oscilaciones extremas de temperatura, incluya un margen térmico (M) para tener en cuenta la coeficientes de dilatación lineal de los materiales utilizados.
Dilatación térmica (dL) = H x alfa x dT
- alfa (acero): aprox. 12e-6 / grado C
- alfa (aluminio): aprox. 23e-6 / grado C
- dT: Oscilación de la temperatura de funcionamiento (grados C)
- Longitud ajustada: L_final = H - (C_top + C_bottom) - (0,5 x dL)
Ejecución paso a paso
Paso 1: Corte de precisión y control de la contaminación
- Proceso: Utilice una sierra en frío o una amoladora angular con un disco de inox ultrafino de 1 mm.
- Estabilización: Cerrar completamente la bisagra antes de cortar para estabilizar el pasador.
- Gestión del calor: Evite el calor excesivo, que provoca el "azulado" (tinte térmico). El tinte térmico reduce la resistencia a la corrosión en el borde de corte.
- Contaminación: Si trabaja cerca de componentes eléctricos, aísle la zona. Las virutas metálicas pueden crear cortocircuitos.
Paso 2: Desbarbado y tratamiento de cantos
- Procesamiento mecánico: Utilice una lima de dientes finos o una herramienta de desbarbado para conseguir un ligero radio (aprox. 0,5 mm).
- Pasivación: Para el acero inoxidable, aplique una solución de pasivación para restaurar la capa protectora de óxido de cromo después de eliminar el tinte térmico.
- Retención del pasador: Realizar estacas o engarces en los extremos de las bisagras para evitar la migración de los pasadores.
Paso 3: Taladrado y distancia entre tornillos
- Precisión: Utilice un Punzón central para marcar el centro de cada agujero. De lo contrario, la broca se desviará.
- Perforación: Utilice bajas RPM y líquido de corte para el acero inoxidable para evitar el endurecimiento por deformación.
- Espaciado de referencia:
- Industrial general: Espaciado de 75 mm a 100 mm.
- Trabajo pesado/ciclo alto: Separación de 50 mm a 75 mm.
Paso 4: Montaje y bloqueo del par de apriete
- Secuencia: Fije primero las fijaciones superior e inferior para establecer la alineación de referencia y, a continuación, trabaje desde el centro hacia fuera.
- Hardware: Utilice tornillos de máquina M5 o M6 o remaches estructurales (ISO 15977).
- Antivibración: Aplique un compuesto de bloqueo de roscas para reducir la pérdida de par durante los ciclos de trabajo.
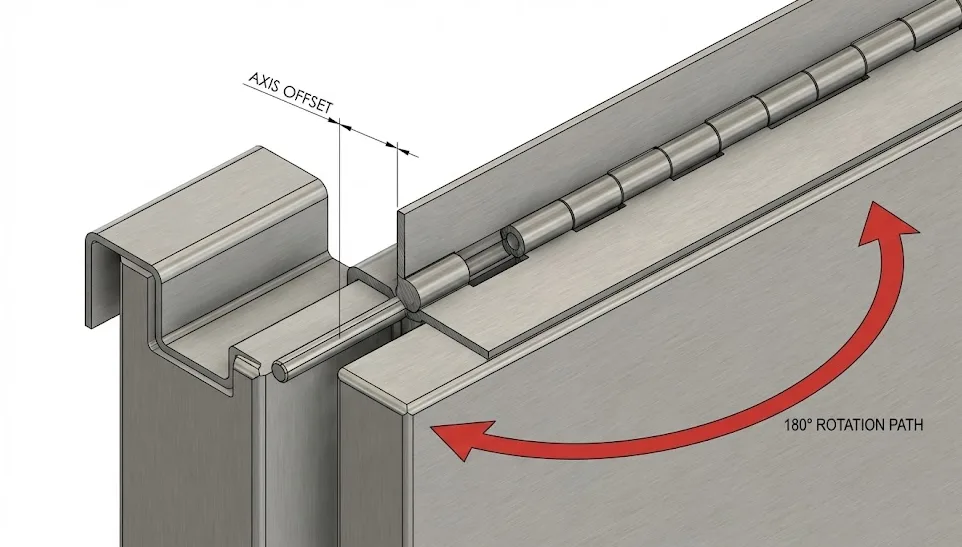
- Desplazamiento del eje: Asegúrese de que el eje de la bisagra está suficientemente desplazado de las bridas de retorno para evitar el "retroceso por muelle" durante el cierre.
Análisis comparativo: Buenas prácticas frente a métodos deficientes
| Característica | Buenas prácticas del sector | Método subestándar | Impacto del fracaso |
| Corte | Sierra fría con refrigerante | Sierra abrasiva (alto calor) | Tinte térmico, óxido localizado |
| Marcado de agujeros | Punzón central y plantilla | Taladrado a mano alzada | Desalineación de la puerta, atascamiento |
| Desbarbado | Desbarbado mecánico + Pasivado | Izquierda cortada | Riesgo de lesiones, daños en las juntas |
| Fijación | Remaches estructurales/Tornillos de máquina | Tornillos para madera / Soldadura por puntos | Cizallamiento de tornillos, mantenimiento deficiente |
Análisis modal de fallos y efectos (AMFE)
| Posible modo de fallo | Causa potencial | Efecto potencial | Estrategia de mitigación |
| Migración de pines | Falta de sujeción | Fallo de la bisagra; separación de la puerta | Estacar/estrujar los nudillos después de cortarlos. |
| Encuadernación de bisagra | Desalineación; desplazamiento insuficiente | Fuerza excesiva; retroceso por resorte | Taladrado de la plantilla; comprobar la holgura del eje. |
| Corrosión galvánica | Metales diferentes | Degradación articular; convulsión | Utilice barreras dieléctricas/arandelas de nailon. |
| Decaimiento del par | Vibración; fluencia del material | Sujetadores sueltos; desviación de la alineación | Contratuercas; compuesto bloqueador de roscas. |
Pruebas de fiabilidad y criterios de aceptación
- Swing Test: La puerta gira en toda su amplitud (180/270 grados) sin rozamientos audibles ni interferencias en la hoja.
- Comprobación de alineación: La distancia entre la puerta y el marco debe ser de +/- 0,5 mm.
- Prueba de carga: Aplique la carga nominal máxima; la deflexión del borde exterior no debe exceder 1% del ancho de la puerta.
- ISO 9227: Verificar la resistencia a la corrosión de los bordes cortados mediante exposición a niebla salina durante el tiempo requerido.
Lista de comprobación de la instalación final
- [ ] Grado del material verificado (304/316/Al/Galvanizado).
- [ ] Bisagra cortada a medida con una tolerancia de +/- 0,5 mm.
- [ ] Bordes de corte desbarbados, tinte térmico eliminado y pasivado.
- [ ] Extremos de los pasadores engarzados/grapados para evitar la migración.
- [ ] La distancia entre tornillos corresponde a la clase de servicio (50-100 mm).
- [ ] Desplazamiento del eje verificado para evitar la interferencia de la brida.
- [ ] Se han eliminado todas las virutas/restos metálicos del interior del recinto.
FAQ: Resolución de problemas técnicos
P1: ¿Puedo cortar una bisagra continua cuando ya está instalada?
R: No se recomienda. Esto introduce virutas metálicas en los componentes eléctricos y corre el riesgo de dañar el revestimiento de la caja. Procese siempre la bisagra antes del montaje.
P2: ¿Cómo puedo evitar la oxidación en los bordes cortados de una bisagra de acero inoxidable?
R: Pula mecánicamente el borde para eliminar el tinte térmico y aplique un producto químico de pasivación. Esto restaura la capa protectora de óxido de cromo.
P3: ¿Qué debo hacer si el pasador de bisagra empieza a salirse después de cortarlo?
R: Estaque o engarce el extremo del último nudillo utilizando un martillo y un punzón central para crear un bloqueo mecánico.
P4: ¿Es mejor soldar o atornillar una bisagra continua a una caja metálica?
R: Las fijaciones mecánicas son preferibles para controlar la alineación y facilitar el mantenimiento. La soldadura aumenta el riesgo de distorsión por calor y complica la reparación.
P5: ¿Cuál es el peso máximo que puede soportar una bisagra de piano de 2 pulgadas de ancho?
R: No existe un valor universal. La capacidad depende del diámetro del pasador, el grosor de la hoja, la separación entre fijaciones y la rigidez del sustrato. Verifíquelo siempre con una prueba de deflexión en la estructura real.
P6: ¿Por qué mi puerta "salta" ligeramente hacia atrás cuando intento cerrarla?
R: Suele tratarse de un "atasco de la bisagra" causado por un desplazamiento insuficiente del eje con respecto a la brida de retorno o por fijaciones que no están asentadas a ras.