HTAN es uno de los principales fabricantes de bisagras, manillas y pestillos industriales de China.



El mantenimiento de las bisagras de los equipos de procesamiento de alimentos no suele estar en el tablero de mandos del responsable de mantenimiento, hasta que un pasador atascado, una puerta desalineada o un cierre perdido detienen un ciclo de saneamiento y retrasan un turno. En una planta de procesamiento de alimentos, cada minuto que la puerta está abierta durante la limpieza CIP es un minuto que la línea no está produciendo. Esta guía se centra específicamente en el aspecto de mantenimiento de la selección de bisagras: cómo afecta el diseño de las bisagras al tiempo de limpieza diaria, al desmontaje programado y a la seguridad del operario, más que en qué aleación resiste mejor la corrosión. Para la cuestión de los materiales, consulte nuestra guía independiente sobre Bisagras de acero inoxidable 316 para entornos de lavado.
Por qué el diseño de las bisagras debe formar parte de la conversación sobre mantenimiento
Las puertas de los equipos de procesamiento de alimentos se abren con más frecuencia de lo que la mayoría de los jefes de planta creen. Una puerta de acceso CIP (limpieza in situ) típica en una línea de productos lácteos se abre de 3 a 6 veces por turno para su inspección y verificación. Un recinto de una planta de sacrificio de procesamiento de carne puede abrirse más de 20 veces por turno. Multiplique esta cifra por el número de puertas de una misma línea de procesado y la bisagra se convertirá en uno de los componentes mecánicos de la planta que más se reciclan.
Cuando una bisagra ralentiza el funcionamiento de la puerta aunque sólo sea 10 segundos -porque requiere dos manos, porque el pasador está atascado, porque la puerta cae sobre un marco desalineado-, ese retraso se agrava en cada ciclo. A lo largo de un año, una bisagra con un rendimiento deficiente puede costar a una sola línea de producción entre 20 y 60 horas de paradas evitables. Ese es el problema del responsable de mantenimiento, no del ingeniero de compras.
Qué cambia cuando se miran las bisagras desde el punto de vista del mantenimiento
Desde el punto de vista de la adquisición, las bisagras se especifican por carga, material y acabado. Desde el punto de vista del mantenimiento, el orden de prioridad cambia:
- ¿Con qué rapidez se puede abrir, cerrar y volver a sellar la puerta durante un ciclo rutinario?
- ¿Puede retirarse la puerta sin herramientas cuando se necesita un acceso total para la limpieza?
- ¿La bisagra permanece alineada después de miles de ciclos, o la compresión de la junta se desplaza lentamente?
- Si se desmonta la puerta, ¿es fácil volver a instalarla correctamente bajo presión de tiempo?
- ¿Es compatible el diseño de la bisagra con los procedimientos de bloqueo/etiquetado (LOTO) durante las principales operaciones de saneamiento?
Se trata de cuestiones operativas, no de material. Una bisagra de acero inoxidable 316 cuya reinstalación requiere dos técnicos y 15 minutos es, desde el punto de vista del mantenimiento, menos valiosa que una bisagra elevable correctamente diseñada que un técnico puede manipular en 30 segundos.
Cómo afecta el mantenimiento de las bisagras a los ciclos de limpieza CIP y manual
Los ciclos CIP y COP (clean-out-of-place) son secuencias temporizadas. Un ciclo CIP para productos lácteos suele consistir en un prelavado, un lavado cáustico, un aclarado intermedio, un lavado ácido y un aclarado final; cada paso tiene una duración fija. Si el acceso a la puerta durante la inspección o el desmontaje parcial añade 60 segundos por apertura, esos segundos amplían la ventana de saneamiento total. En una planta que ejecute tres ciclos CIP al día en seis líneas, una bisagra ineficiente puede costar entre 1 y 2 horas diarias de tiempo de ventana de limpieza. Esta es la realidad operativa que debe resolver el mantenimiento de las bisagras de los equipos de procesado de alimentos.
Tres comportamientos bisagra que prolongan el tiempo de PIC
Puertas que no se abren completamente contra una pared. Si una bisagra limita el giro de la puerta a menos de 110°, los operarios de limpieza no pueden introducir una varilla de pulverización o una luz de inspección visual sin mantener la puerta abierta con el cuerpo. El resultado es una verificación de limpieza incompleta y repetidas reaperturas.
Puertas que se pandean tras repetidos lavados. Cuando una bisagra no puede mantener la alineación después de ciclos de lavado a alta temperatura, la puerta empieza a arrastrarse por el marco o a comprimir la junta de forma desigual. Ahora el técnico dedica tiempo a luchar contra la puerta en lugar de limpiar el equipo. Con el paso de las semanas, la propia junta falla y se convierte en un riesgo de contaminación.
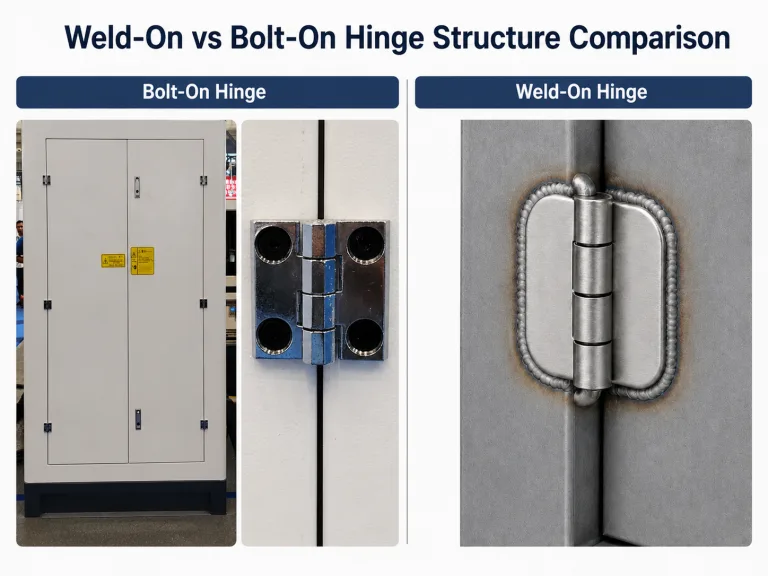
Puertas que requieren herramientas especiales para desmontarlas. Muchas fábricas de alimentos utilizan herramientas hexagonales de 7/16″ o 1/2″ para el mantenimiento rutinario. Una bisagra que requiera un tornillo torx, allen o patentado obliga al equipo de limpieza a volver al cuarto de herramientas, saltándose a menudo los pasos de limpieza profunda que deberían realizarse semanalmente. Los fallos resultantes en la verificación de la limpieza aparecen semanas después en los resultados de los hisopos ATP o en los hallazgos de las auditorías, mucho después de que se haya olvidado la causa raíz (el cierre de la bisagra).
Diseño de acceso sin herramientas para puertas de procesamiento de alimentos
Para la limpieza a fondo semanal, el mantenimiento preventivo mensual y las inspecciones trimestrales de los equipos, suele ser necesario desmontar la puerta por completo. El tipo de bisagra determina si esto lleva 30 segundos o 30 minutos.
Bisagras elevables para desmontaje rutinario
Las bisagras elevables se separan en dos mitades cuando la puerta se eleva verticalmente más allá de la altura del pasador de la bisagra. No se necesitan herramientas ni se pierden elementos de fijación, y la puerta se vuelve a colocar bajándola de nuevo sobre los pasadores. Para puertas de menos de 18 kg que se retiran rutinariamente, éste suele ser el diseño más eficaz, sobre todo para paneles de inspección, cubiertas de cintas transportadoras y puertas de acceso CIP a las que se accede en cada turno. La contrapartida es que la puerta no está asegurada para evitar que se levante accidentalmente desde abajo, por lo que los diseños elevables se utilizan mejor en armarios y recintos en los que la puerta no soporta fuerzas laterales durante el funcionamiento normal. En situaciones de difícil acceso, en las que no se puede acceder a las bisagras estándar para desmontarlas, el caso de las puertas elevables es muy distinto. bisagras elevables en espacios reducidos aborda en detalle las consideraciones relativas a la geometría y el espacio libre.
Bisagras con pasador extraíble para un desmontaje rutinario seguro
Las bisagras con pasador extraíble permiten retirar la puerta deslizando el pasador hacia fuera, al tiempo que mantienen la puerta asegurada durante el funcionamiento normal. El pasador puede diseñarse como un pasador cautivo (atado para evitar su pérdida) o con un retén de liberación rápida. Para las puertas más pesadas (de 60 a 150 libras), en las que no es práctico levantar el pasador pero sí es necesaria una extracción rápida, los diseños con pasador extraíble son la mejor opción. El riesgo que hay que controlar es la pérdida del pasador: todos los sistemas de pasador extraíble necesitan un lugar definido para guardar el pasador durante el desmontaje; de lo contrario, el personal de limpieza crea un problema de piezas perdidas.
Bisagras continuas cuando el desmontaje es poco frecuente
Las bisagras continuas (de piano) distribuyen la carga uniformemente por toda la longitud de la puerta y rara vez se comban, pero no están diseñadas para el desmontaje rutinario. Para las puertas que sólo se retiran durante las paradas anuales -cubiertas de grandes líneas de llenado, puertas de equipos de entrada-, una bisagra continua sellada proporciona la mayor vida útil de alineación. Los equipos de mantenimiento deben aceptar que el desmontaje programado requerirá dos personas y un aparejo adecuado, y planificar la parada anual en consecuencia en lugar de luchar semanalmente contra el diseño.
Mantenimiento de bisagras y compatibilidad de bloqueo y etiquetado
Procedimientos de bloqueo y etiquetado exigidos por la OSHA complican el acceso a la puerta de formas inesperadas. Si una bisagra se encuentra en una puerta de acceso motorizada (tapa motorizada, protección automatizada, panel con enclavamiento), la puerta no puede abrirse simplemente durante la LOTO: el circuito de seguridad debe liberarse. Los equipos de mantenimiento deben verificar tres puntos antes de especificar una bisagra para cualquier puerta que se enclave con un sistema de control:
- ¿La apertura de la puerta en virtud de LOTO requiere alguna herramienta adicional o llave de anulación además del dispositivo de bloqueo estándar?
- Si la puerta se mantiene abierta mecánicamente durante la limpieza, ¿incluye la bisagra una posición de sujeción definida, o la puerta se cerrará a la deriva sobre la mano o la muñeca del técnico?
- Después de retirar el LOTO y cerrar la puerta, ¿se vuelve a enclavar el enclavamiento de forma fiable, o el desgaste de las bisagras permite una desalineación que impide que el circuito de seguridad confirme el cierre?
Las bisagras de retención (control de posición) o las bisagras de torsión que mantienen una puerta en un ángulo definido sin apoyo externo son especialmente útiles para las puertas relevantes para LOTO. Una puerta que se mantiene abierta a 90° o 120° sin ser apuntalada -pero que no requiere fuerza para cerrarse- reduce tanto el riesgo para la seguridad como la fatiga del operario durante los ciclos de limpieza prolongados.
Reducción del tiempo medio de reparación (MTTR) mediante la selección correcta de las bisagras
Para los departamentos de mantenimiento que controlan la disponibilidad de los equipos mediante las métricas MTBF (tiempo medio entre fallos) y MTTR (tiempo medio de reparación), el mantenimiento de las bisagras de los equipos de procesamiento de alimentos afecta al MTTR más directamente de lo que miden la mayoría de los equipos. Cuando un problema en una puerta detiene una línea de producción, el tiempo invertido en realinear, sustituir fijaciones, buscar un pasador que falta o programar la reinstalación de una puerta por dos personas se suma al MTTR.
Cuatro opciones de diseño que reducen el MTTR
Sujeciones imperdibles en el montaje de la bisagra. Las fijaciones atadas o retenidas garantizan que el perno no caiga en el equipo o en el desagüe del suelo durante el desmontaje. Tiempo ahorrado por incidente: De 5 a 20 minutos de búsqueda, más el riesgo de contaminación de una fijación no encontrada.
Indicadores visuales de alineación. Las bisagras con una muesca de alineación claramente marcada o una marca testigo permiten que un técnico confirme la correcta reinstalación sin necesidad de que una segunda persona verifique la compresión de la junta. Ahorro de tiempo por puerta: de 2 a 5 minutos de ensayo y error.
Modelos de bisagra estandarizados en toda la línea. Cuando una planta estandariza dos o tres modelos de bisagras para todas las puertas de acceso, el equipo de mantenimiento necesita almacenar menos piezas de repuesto y forma a los técnicos una sola vez en lugar de por equipo. Esto es más difícil de medir, pero reduce sistemáticamente el MTTR a largo plazo.
Placas de montaje prealineadas. Para bisagras continuas y bisagras a tope pesadas, una placa de montaje pretaladrada (con la bisagra ya fijada) acelera la sustitución al eliminar el trabajo de alineación sobre el terreno. Esto es muy importante en caso de sustitución urgente durante una jornada de producción.
Errores comunes en el mantenimiento de las bisagras de los equipos de procesado de alimentos
Error 1: Tratar la bisagra como una pieza desechable
Cuando una bisagra falla, la respuesta típica es buscar un repuesto del mismo tamaño en la estantería de piezas de repuesto y atornillarlo. Si la bisagra original falló porque la carga era incorrecta, el recambio fallará de la misma manera. Cada fallo de una bisagra debería desencadenar una rápida comprobación de la causa raíz: ¿estaba la puerta sobrecargada con acumulación de producto, la compresión de la junta era demasiado alta o un producto químico de limpieza llegó a un componente no clasificado? Sustituir la bisagra sin comprobar la causa garantiza la repetición del fallo al cabo de unos meses.
Error 2: Utilizar lubricante no apto para uso alimentario durante el mantenimiento
Cuando una bisagra empieza a trabarse, los técnicos a veces echan mano del lubricante más cercano, que en muchas plantas es un spray de uso general que no es Clasificación NSF H1. Incluso una pequeña cantidad de lubricante no apto para uso alimentario en una bisagra cercana a una zona de producto constituye un hallazgo de auditoría y un riesgo de contaminación. Todos los carros de mantenimiento de una zona de procesamiento de alimentos deben llevar únicamente lubricantes NSF H1 o H2, y la norma de sustitución debe figurar en el procedimiento operativo estándar.
Error 3: Ignorar la desalineación progresiva
Una puerta que cierra ligeramente descentrada es fácil de ignorar durante semanas. Para cuando la desalineación es lo suficientemente grave como para no pasar una inspección, la junta está deformada de forma permanente, el mecanismo de cierre está sometido a tensión y los orificios de montaje de las bisagras pueden estar alargados. Una simple comprobación mensual -si la puerta se cierra limpiamente sin que el operador tenga que forzarla- permite detectar este problema en una fase temprana. Documente la comprobación en el registro de mantenimiento preventivo para que la tendencia sea visible en todos los turnos.
Error 4: Retirar las bisagras durante la producción de ventanas
La sustitución de bisagras durante un día de producción, con la línea aún en funcionamiento adyacente, crea riesgo de contaminación y presión en la manipulación de herramientas. En la medida de lo posible, la sustitución de las bisagras debe programarse durante los periodos de inactividad planificados o los periodos de saneamiento, con la bisagra de repuesto previamente preparada y el procedimiento previamente realizado. La sustitución de bisagras de emergencia durante la producción debe dar lugar a una revisión de seguimiento: ¿por qué no se detectó el estado de la bisagra durante el ciclo de mantenimiento previo?
Procedimiento normalizado para el mantenimiento de bisagras de equipos de procesamiento de alimentos
Un procedimiento repetible de mantenimiento de las bisagras de los equipos de procesado de alimentos reduce las variaciones entre técnicos y turnos. La siguiente estructura funciona para la mayoría de las puertas de acceso de procesamiento de alimentos y puede adaptarse a equipos específicos. Para una técnica paso a paso de los pasos físicos de desmontaje y reinstalación, consulte nuestra guía de instalar y retirar correctamente las bisagras.
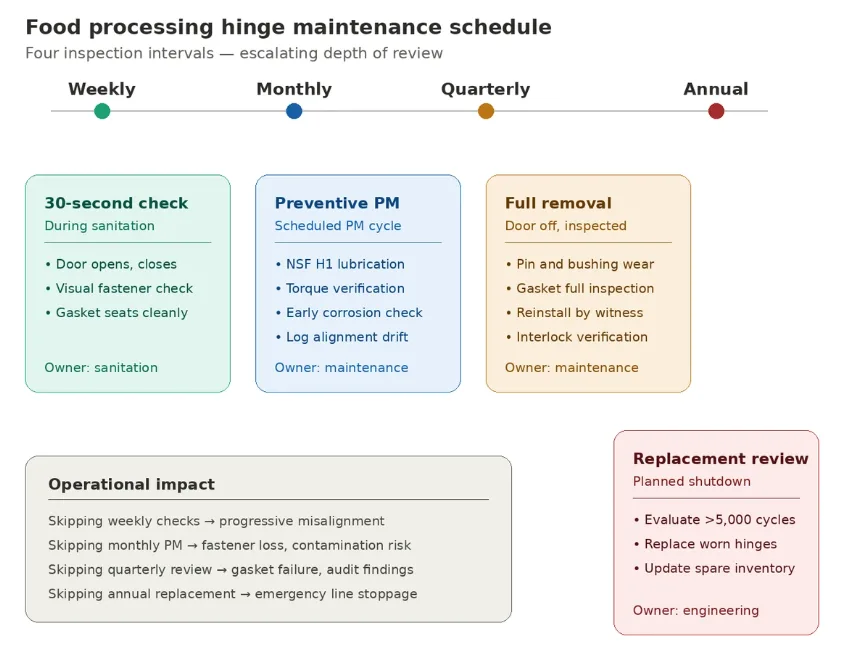
Semanal: Comprobación de 30 segundos
- Abra y cierre la puerta: observe si hay atascos, hundimientos o resistencias inusuales.
- Compruebe visualmente si hay daños en la superficie, si el tornillo está flojo o si el pasador camina.
- Confirme que la junta se asienta limpiamente cuando la puerta está cerrada.
Mensual: Mantenimiento preventivo
- Aplicar lubricante NSF H1 al pasador de bisagra si el diseño lo permite.
- Comprobar el par de apriete de los tornillos según las especificaciones
- Inspeccione en busca de signos tempranos de corrosión en las cabezas de los tornillos o en la articulación de la bisagra.
- Documentar la comprobación en el registro PM; marcar cualquier puerta que requiera fuerza para cerrarse.
Trimestral: Retirada completa e inspección
- Desmonte la puerta según el procedimiento definido para el tipo de bisagra.
- Comprobar el desgaste del cuerpo de la bisagra, el pasador, las arandelas y los casquillos.
- Inspeccione la junta completamente - más fácil con la puerta quitada
- Reinstalar, confirmar la alineación utilizando la marca testigo o un indicador visual.
- Compruebe que la puerta se cierra limpiamente y que el enclavamiento (si lo hay) se activa.
Anual: Evaluación de sustituciones
- Para puertas con más de 5.000 ciclos al año, evaluar la sustitución de las bisagras durante la parada programada.
- En el caso de bisagras con desgaste visible del pasador, daños en la rosca del cierre o desviaciones repetidas de la alineación, sustitúyalas en lugar de continuar con el mantenimiento.
- Actualizar el inventario de piezas de recambio en función de la tasa de sustitución real del año.
Lista de comprobación práctica para responsables de mantenimiento
| Preguntas sobre cada puerta de acceso | Por qué es importante para el mantenimiento |
|---|---|
| ¿Con qué frecuencia se abre esta puerta por turno? | Determina si es adecuado el despegue, el pasador extraíble o el continuo. |
| ¿Cuánto pesa la puerta? ¿Puede manejarla un solo técnico? | Conduce el procedimiento de retirada de una persona frente al de dos y la revisión de seguridad |
| ¿La puerta se abre contra una pared, un equipo o en un espacio libre? | Determina el ángulo de giro necesario y si es preciso mantener la puerta abierta. |
| ¿Qué herramienta, en su caso, se necesita para desmontar la bisagra? | Las puertas que requieren herramientas no estándar retrasan la limpieza y suponen un riesgo de incumplimiento de la normativa. |
| ¿La puerta forma parte de un sistema de seguridad con enclavamiento? | Los procedimientos LOTO y la alineación del enclavamiento deben tenerse en cuenta antes de especificar la bisagra. |
| ¿Con qué frecuencia falla la alineación de esta puerta en la configuración actual? | La desalineación frecuente indica que el tipo de bisagra es incorrecto, no un problema de mantenimiento. |
| ¿Cuál es la disponibilidad de piezas de recambio para el modelo de bisagra actual? | La estandarización en toda la planta reduce el tiempo de sustitución en caso de emergencia |
PREGUNTAS FRECUENTES
¿Con qué frecuencia deben inspeccionarse las bisagras de las puertas de acceso a la industria alimentaria?
Comprobaciones visuales durante el saneamiento semanal, lubricación y verificación del par de apriete de los tornillos mensualmente, desmontaje e inspección completa trimestralmente y evaluación de la sustitución anualmente. Las puertas de ciclo alto que se abren más de 20 veces por turno pueden necesitar una atención más frecuente.
¿Qué lubricante debe utilizarse en las bisagras de un establecimiento alimentario?
Sólo deben utilizarse lubricantes NSF H1 (contacto accidental con alimentos) o NSF H2 (sin contacto con alimentos) en las bisagras de cualquier lugar en un entorno de procesamiento de alimentos. La elección del lubricante debe definirse en el PNT de saneamiento de la planta, y los carros de mantenimiento deben abastecerse en consecuencia. Los lubricantes de uso general constituyen un hallazgo de auditoría y un riesgo de contaminación incluso en pequeñas cantidades.
¿Cómo elegir entre bisagras elevables y bisagras desmontables para una puerta de industria alimentaria?
El peso de la puerta y la frecuencia de desmontaje son factores decisivos. Las bisagras elevables son adecuadas para puertas de menos de 18 kg que deben retirarse rápidamente en cada turno: paneles de inspección, cubiertas de cintas transportadoras, puertas de acceso CIP. Las bisagras con pasador extraíble son adecuadas para puertas de entre 60 y 150 libras que requieren un funcionamiento seguro, pero un desmontaje periódico para una limpieza a fondo. Por encima de 150 libras, prevea un desmontaje por dos personas, independientemente del tipo de bisagra.
¿Por qué las puertas de los equipos de procesamiento de alimentos pierden alineación con el tiempo?
Los ciclos repetidos de lavado a alta temperatura, la compresión de las juntas y el aflojamiento de los cierres contribuyen a ello. La propia bisagra puede desgastar el pasador o el casquillo, especialmente en puertas que se abren miles de veces al año. La detección de la desalineación progresiva durante el mantenimiento mensual -cuando la puerta requiere por primera vez fuerza para cerrarse- evita los fallos en cascada de deformación de la junta y agujeros de montaje alargados que se producen si no se tiene en cuenta.
¿Qué documentación debe conservar el equipo de mantenimiento para las bisagras de procesamiento de alimentos?
Como mínimo, un registro de las comprobaciones PM mensuales (fecha, técnico, estado anotado), un registro de cualquier sustitución de lubricantes o sujetadores (con la clasificación NSF documentada) y un registro de cualquier sustitución de bisagras (con la causa de fallo original anotada). Para las instalaciones auditadas, la documentación apoya las revisiones de cumplimiento y ayuda a identificar los equipos con fallos repetidos que justifican un cambio de diseño en lugar de la continuación del servicio.
Cerrar el círculo sobre bisagras y tiempos de inactividad
Un programa de mantenimiento de bisagras de equipos de procesamiento de alimentos bien diseñado trata las bisagras como componentes de productividad, no como hardware desechable. La mayoría de los programas de mantenimiento de equipos de procesado de alimentos realizan un seguimiento del tiempo de inactividad por sistema: bombas, motores, sensores, cintas transportadoras. Las bisagras rara vez aparecen en el cuadro de mandos, pero afectan a cada una de esas cifras al determinar la rapidez y fiabilidad con que los operarios pueden acceder al equipo para limpiarlo, inspeccionarlo y repararlo. Una bisagra de 90 segundos que debería ser de 15 segundos no es un problema de hardware; es un impuesto recurrente sobre la productividad de la planta. Revisar el diseño de las bisagras desde el punto de vista del mantenimiento -no sólo desde el punto de vista de la adquisición- es una de las mejoras más sencillas que una planta puede introducir en el próximo ciclo de saneamiento.
Si su equipo de mantenimiento tiene problemas recurrentes con las puertas de los equipos de lavado (acceso lento, desalineación después de la limpieza, falta de fijaciones, retirada por dos personas cuando debería ser por una), HTAN puede revisar la geometría específica de su puerta, la frecuencia de los ciclos y el procedimiento de retirada para recomendarle una especificación de bisagra que se adapte a su realidad operativa. Comparta las dimensiones de la puerta, los datos del ciclo y el modo de fallo actual para obtener una recomendación centrada en el mantenimiento.