HTAN est l'un des principaux fabricants de charnières, de poignées et de loquets industriels en Chine.



La redondance de la chaîne d'approvisionnement est l'une des principales causes de l'augmentation des coûts d'approvisionnement en composants industriels. En effet, la redondance de la chaîne d'approvisionnement poignées en plastiqueDans le cas de l'injection, de nombreuses entreprises s'appuient sur des distributeurs locaux pratiques, mais cette commodité sacrifie souvent la transparence de la chaîne d'approvisionnement et le pouvoir de fixation des prix. La structure de prix d'un distributeur inclut inévitablement de multiples couches de dépenses opérationnelles, empêchant l'acheteur d'accéder aux véritables coûts de traitement du moulage par injection.
Ce n'est qu'en établissant des liens directs avec les sources de production que les services d'approvisionnement peuvent réellement contrôler les délais, les normes de qualité et les structures de prix.
Pourquoi choisir les usines sources plutôt que les distributeurs ?
Pour les entreprises dont le volume d'achat annuel est supérieur à 1 000 unités, travailler directement avec une usine est la stratégie optimale pour contrôler les coûts. Au-delà des prix, la transparence de la chaîne d'approvisionnement et la rapidité de la réponse technique sont des éléments essentiels.
Élimination de l'empilement des coûts de la couche intermédiaire
Les distributeurs fonctionnent comme des agents commerciaux ; leur marge bénéficiaire repose sur la différence entre le prix d'achat et le prix de vente. La logique de fixation des prix d'une usine source est fondamentalement différente et transparente :
- Coût des matériaux : Prix du marché de la résine plastique (par exemple, PA6 ou ABS).
- Coût de la transformation : Durée de fonctionnement de la machine de moulage par injection, consommation d'électricité et main-d'œuvre.
- Amortissement des moules : Affectation des frais de développement de l'outillage.
Lorsque vous vous approvisionnez directement, vous ne payez que ces coûts de production, plus une marge de fabrication raisonnable. Vous évitez de financer les primes de risque de stock ou les commissions de vente du distributeur.
Précision et efficacité dans la communication technique
Lors du développement de nouveaux produits ou de la personnalisation de spécifications particulières (telles que l'espacement des trous non standard), la précision du transfert d'informations est vitale.
- Modèle de distributeur : Votre besoin → Distributeur Ventes → Distributeur Achats → Commis aux commandes en usine → Ingénieur en usine. Cette chaîne est trop longue et entraîne fréquemment la perte ou la distorsion de paramètres techniques.
- Modèle direct d'usine : Votre ingénieur → le concepteur de moules de l'usine. Cette communication point à point permet de résoudre rapidement les problèmes techniques, tels que des angles de dépouille insuffisants ou des conflits de nervures de renforcement.
Flexibilité de personnalisation pour les formules de matériaux
Les distributeurs ne vendent généralement que des produits standard. Cependant, les applications industrielles exigent souvent des propriétés de matériaux spécifiques. Une véritable usine de moulage par injection peut adapter les formules des matières premières pour répondre à vos besoins :
- Adaptabilité environnementale : Ajout de stabilisateurs UV pour les équipements utilisés à l'extérieur afin de prévenir la décoloration et la fragilisation.
- Durabilité accrue : Modifier le mélange de résine avec des fibres de verre afin d'augmenter la rigidité structurelle pour le levage de charges lourdes.
- Conformité en matière de sécurité : Ajustement de la formule pour répondre aux exigences spécifiques en matière d'ignifugation pour les environnements électriques.
Comment identifier les vrais fabricants par rapport aux sociétés commerciales ?
Sur Internet, de nombreuses sociétés commerciales se présentent comme des usines. Pour vous assurer que vous avez affaire à un véritable fabricant, procédez aux vérifications suivantes.
Examen des licences d'exploitation et du champ d'activité
Dans les grands centres de production, les documents d'enregistrement légal d'une entreprise définissent clairement son champ d'activité autorisé.
- Caractéristiques du fabricant : Le champ d'application doit inclure des termes tels que "production", "fabrication", "traitement" ou "conception de moules".
- Caractéristiques du commerçant : Le champ d'application ne mentionne généralement que les activités de "vente", de "vente en gros" ou d'"importation/exportation". Si une entreprise n'est autorisée qu'à vendre, mais pas à produire, elle ne peut pas légalement mener des activités de fabrication.
Demande de certification ISO 9001:2015
Les usines légitimes détiennent généralement ISO 9001:2015 certification. Ne vous fiez pas uniquement à une image scannée ; vérifiez la "portée de la certification" sur le document.
- Champ d'application valide : "Production et vente de produits en plastique".
- Champ d'application non valide : "Vente de produits en plastique". Si le champ d'application ne mentionne que les ventes, la certification s'applique à leur processus commercial, et non à un processus de fabrication.
Réaliser des audits vidéo à distance ou demander des listes d'équipements
Si une visite sur place n'est pas possible, exigez un appel vidéo en temps réel avec le fournisseur. Concentrez-vous sur les domaines suivants :
- Atelier d'injection : Observer si les machines de moulage par injection sont en cours de fonctionnement.
- Salle de moules : Y a-t-il des étagères pour stocker les moules ? Les usines réelles stockent généralement des moules existants pour de nombreux clients.
- Entrepôt de matières premières : Recherchez des sacs empilés de résine plastique (matières premières de marque comme Sabic ou BASF).
Poser des questions techniques approfondies sur les moules
Lors de la communication initiale, le fait de poser des questions techniques professionnelles permet de filtrer rapidement les négociants. Le personnel de vente des sociétés commerciales ne peut généralement pas répondre à des paramètres spécifiques, alors que les représentants des usines ont souvent une formation d'ingénieur.
- Exemple de question : "Pour cette poignée dont le volume prévu est de 500 000 unités, recommandez-vous d'utiliser de l'acier pour moules P20 ou H13 ? Suggérez-vous une conception à canaux froids ou à canaux chauds ?"
Facteurs influençant les prix de gros des poignées en plastique
La compréhension de la structure des coûts vous permet de conserver un certain poids lors des négociations. Le prix des poignées en plastique n'est pas arbitraire ; il est déterminé par le choix des matières premières (telles que les PA6 ou ABS), les temps de cycle de production et l'adhésion aux normes d'essai mondiales telles que les normes de l'Union européenne. ASTM D638.
Sélection des matériaux
Les performances et le coût des différentes matières plastiques varient considérablement. Le choix d'un matériau inadapté entraîne des coûts inutiles ou la défaillance du produit. Le tableau ci-dessous résume les quatre matériaux les plus couramment utilisés dans le domaine des fabrication de poignées industrielles en plastique:
| Nom du matériau | Application typique | Niveau de coût | Caractéristiques de performance |
| PP (Polypropylène) | Poignées d'emballage légères | Faible | Faible densité, bonne résistance chimique, faible résistance. |
| ABS | Poignées de mallettes d'instruments | Moyen | Surface très brillante, bonne résistance aux chocs, facile à électrodéposer. |
| PA6 (Nylon 6) | Poignées de machines industrielles | Moyenne-élevée | Résistance mécanique élevée, résistance à l'usure, résistance à l'huile. |
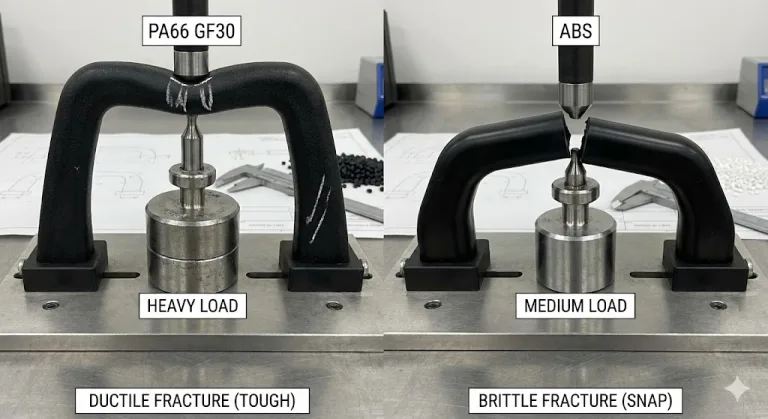
| PA66 + 30% GF | Poignées pour matériel lourd | Haut | Très grande solidité, haute résistance à la chaleur, remplacement du métal. |
- Conseil de pro : Évitez la sur-ingénierie. Si votre application concerne un emballage léger (moins de 20 kg), l'utilisation d'un matériau PP standard au lieu d'un nylon renforcé peut réduire le coût des matières premières d'environ 20-30%. Pour une analyse détaillée des performances du PA66 par rapport à celles de l'ABS dans des conditions de charge industrielle réelles - y compris des données d'essais destructifs - voir notre guide : Sélection de poignées industrielles en plastique : PA66 vs. ABS & Test de charge.
Poids du produit et durée du cycle
- Poids : Le poids net du produit détermine directement le coût des matériaux.
- Durée du cycle : Temps nécessaire à la machine d'injection pour produire un tir de moule. Les conceptions complexes nécessitent des temps de refroidissement plus longs, occupant plus d'heures de machine et augmentant les frais de traitement.
Amortissement des moules et quantité minimale de commande (QMC)
L'outillage est l'investissement initial le plus important dans l'industrie du moulage par injection. Un jeu de moules à poignée de haute qualité peut coûter entre $2 000 et $10 000.
- Analyse de cas :
- Scénario A : Approvisionnement de 1 000 unités. Coût du moule $5,000. Coût amorti par unité = $5,00.
- Scénario B : Approvisionnement de 50 000 unités. Coût du moule $5 000. Coût amorti par unité = $0,10.
- Conclusion : Le volume des achats (MOQ) a une incidence directe sur le prix unitaire final. Pour les petits lots, la recherche d'une usine ayant une "Moules publicsLes "moules sur étagère" (Off-the-shelf Molds) sont essentiels à la réduction des coûts, car ils éliminent les frais d'outillage.
Processus d'achat B2B : 5 étapes de la demande à la livraison
Pour s'assurer que les poignées en plastique achetées répondent aux exigences techniques, il est recommandé de suivre un processus d'approvisionnement industriel normalisé.
Définir les exigences et les spécifications techniques
Avant de contacter les usines, préparez un cahier des charges détaillé. Des exigences vagues conduisent à des devis imprécis.
- Dossiers essentiels : Dessins techniques en 2D (PDF) et modèles en 3D (format STEP/IGES).
- Paramètres clés : Il faut préciser l'entraxe des trous, la taille des filets et la charge nominale prévue.
- Normes de tolérance : Afin d'éviter les litiges concernant des variations mineures de taille, les fiches techniques doivent mentionner explicitement ISO 2768-m (Tolérances générales pour les pièces en plastique).
Envoyer une demande de devis (RFQ)
Envoyez l'appel d'offres aux 3 à 5 usines sélectionnées. L'appel d'offres doit contenir
- Estimation de l'utilisation annuelle (EAU).
- Quantité de commande unique.
- Exigences en matière de finition de la surface (par exemple, texture mate ou brillante).
- Exigences en matière d'emballage (emballage industriel en vrac ou emballage individuel pour la vente au détail).
Confirmation de l'échantillon et tests physiques
Avant la production en série, vous devez obtenir un échantillon du premier article. Ne jugez pas la qualité uniquement sur la base d'une inspection visuelle ; des essais physiques sont nécessaires.
- Essai de résistance à la charge : Accrochez des poids correspondant à la charge maximale de votre produit pour vous assurer que la poignée ne se déforme pas ou ne se casse pas.
- Test d'installation : Confirmez que l'espacement des trous correspond parfaitement à votre équipement et vérifiez la résistance au couple des inserts filetés.
Conditions contractuelles et propriété des moules
Lors de la signature du contrat d'approvisionnement, outre le prix et le délai d'exécution, la propriété des moules doit être clairement définie.
- Recommandation de clause : Le contrat doit mentionner explicitement : "Dès le paiement intégral des frais d'outillage par l'acheteur, le moule devient la propriété de l'acheteur. Le vendeur est tenu d'entretenir correctement le moule et ne doit pas l'utiliser pour produire pour des tiers sans l'autorisation de l'acheteur."
Étape 5 : Inspection et expédition
Effectuer une inspection avant expédition sur la base des éléments suivants méthodes d'échantillonnage normalisées (NQA). L'accent est mis sur la vérification des défauts visuels (rétrécissement, bavures, marques d'écoulement) et des dimensions fonctionnelles.
Erreurs courantes et prévention des risques
Dans leur quête de faibles coûts, les responsables des achats doivent être vigilants face aux pièges suivants afin d'éviter les fausses économies.
Ignorer les risques liés aux matériaux recyclés (Regrind)
Certains fournisseurs peuvent mélanger un pourcentage élevé de matériaux recyclés à la résine brute afin de proposer un prix plus bas.
- Conséquence : Les matériaux recyclés subissent de multiples cycles de chaleur qui brisent les chaînes moléculaires et fragilisent le produit. Dans les environnements à basse température, les poignées sont susceptibles de se fracturer.
- Contre-mesure : Spécifier dans le contrat que "le matériau vierge 100% doit être utilisé".
Oublier le matériau des inserts métalliques
De nombreuses poignées industrielles contiennent des inserts métalliques filetés.
- Risque : Les fournisseurs de qualité inférieure peuvent utiliser du fer zingué au lieu du laiton. Les composants en fer rouillent facilement dans les environnements humides, ce qui entraîne le détachement de la poignée.
- Contre-mesure : Spécifier explicitement le matériau d'insertion comme Laiton ou Acier inoxydable 304et le vérifier par des tests au brouillard salin ou de simples contrôles magnétiques.
Scénarios d'application des poignées en plastique
Au-delà des considérations relatives aux matériaux et à l'approvisionnement, le fait de comprendre où les poignées en plastique sont spécifiées dans les différentes industries aide les ingénieurs et les acheteurs à sélectionner le bon type de poignée pour chaque environnement. Pour un examen plus approfondi des principes de conception ergonomique et des normes de sécurité dans ces scénarios, consultez notre guide sur les thèmes suivants poignées industrielles ergonomiques pour la sécurité, le confort et la durabilité.
| Catégorie | Applications spécifiques |
| Industrie du meuble | Armoires de cuisine : L'accès facile à l'ouverture et à la fermeture, la résistance à la corrosion et les propriétés de facilité de nettoyage sont particulièrement avantageux dans les environnements de cuisine. Armoires : Différentes formes esthétiques pour s'adapter aux styles d'armoires - du minimalisme moderne aux designs décoratifs classiques. Tiroirs : Tiroirs de bureau, tiroirs de table de nuit, tiroirs de meuble TV - dimensionnés en fonction de la profondeur des tiroirs pour une prise en main confortable. |
| Industrie électronique | Boîtiers d'ordinateurs : Poignées sur le panneau avant ou latéral pour faciliter l'ouverture de la valise lors de la maintenance du matériel, des mises à niveau ou du nettoyage. Doit supporter le poids de la mallette sans interférer avec le blindage électromagnétique. Armoires de serveurs : Poignées de panneau de porte sur les baies de serveurs pour un accès rapide lors de la gestion des serveurs. Conçues pour résister à une utilisation fréquente et à un poids de porte important. |
| Industrie des transports | Intérieurs d'automobiles : Les panneaux de porte, les boîtes à gants et les coffres de l'accoudoir central offrent une bonne prise au passager et améliorent l'esthétique de l'habitacle. Installations de transport ferroviaire : Les porte-bagages, les portes des toilettes et les espaces de travail de l'équipage sont conçus pour des passagers de tailles et de forces différentes. |
| Équipement industriel | Boîtes de distribution : Installé sur les portes des boîtes de distribution industrielles pour l'accès des électriciens. Doit avoir de bonnes propriétés d'isolation pour éviter les chocs électriques. Armoires à outils : Portes et tiroirs d'armoires à outils d'usine - durables et résistants à la poussière, à la graisse et aux vibrations dans les environnements industriels. |
| Matériel de stockage | Classeurs : Portes et tiroirs d'armoires de bureau pour la récupération fréquente de documents - peuvent inclure des caractéristiques d'identification de couleur ou de forme pour les différents tiroirs. Boîtes de rangement : Bacs de stockage pour le ménage et caisses de roulement pour la logistique - poignées positionnées pour une répartition optimale du poids et un transport par plusieurs personnes. |
Poignées en plastique HTAN recommandées

Poignée d'organisation en plastique encastrée
Poignée de rangement encastrée en plastique LS537-3, couleur noire, dimensions 93*35mm, largement utilisée dans les armoires de cuisine, les vitrines, les organiseurs et autres meubles.

Poignées de porte de vitrine en plastique encastrées
Poignée de porte de vitrine encastrée en plastique LS537-2, couleur noire, taille 94*41mm, largement utilisée dans les armoires de cuisine, les vitrines, les armoires de salle de bain et autres meubles.

Poignées rectangulairesCombiné 2 en 1 en plastique ABS pour une installation enterrée, couleur noire. Convient au style minimaliste moderne, à toutes sortes d'armoires, aux armoires d'équipement industriel, etc.
Conclusion
La réduction des coûts d'approvisionnement en poignées en plastique passe par la suppression des maillons sans valeur ajoutée de la chaîne d'approvisionnement. En s'associant directement avec des usines sources certifiées ISO et en définissant clairement les exigences en matière de matériaux et les classes de tolérance, les entreprises peuvent obtenir un avantage de coût d'environ 30% tout en obtenant des réponses techniques plus rapides.
L'approvisionnement ne se limite pas à une simple comparaison des prix ; il s'agit de vérifier la capacité de production et le système de contrôle de la qualité d'un fournisseur. Ce guide a pour but de vous aider à mettre en place une chaîne d'approvisionnement solide et efficace pour les composants industriels.