HTAN est l'un des principaux fabricants de charnières, de poignées et de loquets industriels en Chine.


Une porte d'équipement industriel tombe rarement en panne au bon moment. Il peut s'agir d'une porte d'accès à un alimentateur vibrant qui ne ferme plus hermétiquement, d'un panneau d'inspection d'un dépoussiéreur qui commence à s'affaisser ou d'une porte d'enceinte de traitement qui ne peut être réparée rapidement parce que les travaux à chaud sont interdits sur le site.
Dans chaque cas, la charnière elle-même peut sembler être une décision matérielle mineure. Mais la manière dont la charnière est fixée à la porte et à l'encadrement peut déterminer le comportement de l'équipement sous l'effet des vibrations, l'étanchéité du joint, la rapidité avec laquelle la porte peut être réparée et si l'équipe de maintenance a besoin d'une simple clé à molette ou d'un permis de travail à chaud. Cet article répond à une seule décision technique : pour une porte d'équipement industriel, quand faut-il spécifier des charnières à souder et quand faut-il spécifier des charnières à boulonner ?
Il ne compare pas tous les styles de charnières et ne couvre pas l'ensemble du catalogue de la quincaillerie pour portes industrielles. Elle se concentre uniquement sur la méthode de fixation : charnière soudée ou charnière boulonnée. Aucune de ces deux méthodes n'est automatiquement meilleure. Les charnières à souder permettent généralement d'obtenir un joint rigide et permanent. Les charnières boulonnées sont généralement plus faciles à remplacer et à régler. Le bon choix dépend du poids de la porte, des vibrations, des cycles thermiques, de l'exposition à la corrosion, de l'accès à la maintenance, des restrictions liées au travail à chaud et de l'étanchéité de la porte au fil du temps.
La vraie décision n'est pas de savoir quelle charnière est la plus solide.“
L'hypothèse la plus répandue est simple : les charnières soudées sont plus solides et les charnières boulonnées sont plus faciles à remplacer. C'est en partie vrai, mais ce n'est pas suffisant pour la conception d'équipements industriels.
Une charnière soudée peut encore se rompre si la qualité de la soudure, l'apport de chaleur, la contrainte de fatigue ou la corrosion dans la zone affectée par la chaleur ne sont pas contrôlés. Une charnière boulonnée peut également se rompre si les fixations perdent leur précontrainte, si les trous de montage s'allongent ou si les vibrations provoquent des micro-mouvements entre le vantail de la charnière et le châssis. La meilleure question est de savoir quelle méthode de fixation permet de mieux gérer le mode de défaillance le plus probable dans cet environnement opérationnel spécifique.
Pour une porte lourde qui est rarement démontée, le soudage peut réduire le mouvement et la dérive de l'alignement à long terme. Pour une porte qui nécessite un entretien fréquent, un réglage de l'alignement, un nettoyage ou un remplacement sur place, le boulonnage peut s'avérer plus sûr et plus pratique. La décision est contextuelle et non absolue.
Comment les charnières à souder se comportent-elles sur les portes d'équipements industriels ?
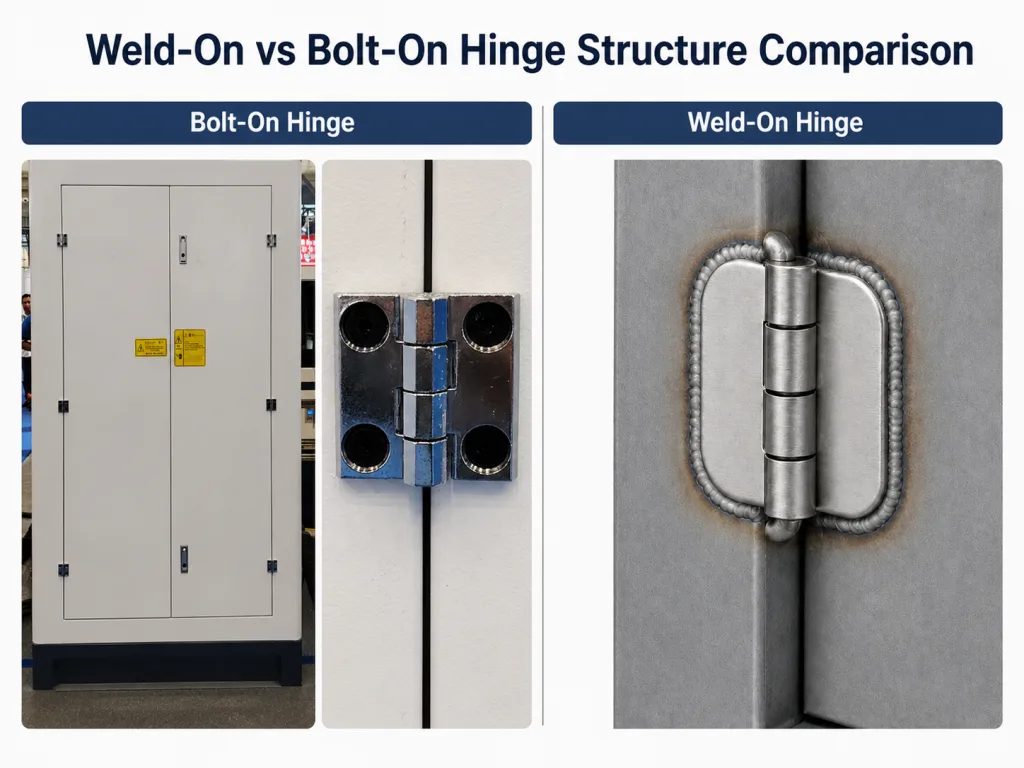
Une charnière soudée est fusionnée de façon permanente à la porte, au cadre ou à la plaque de montage. Lorsqu'elle est conçue et soudée correctement, l'articulation peut répartir la charge à travers le métal de base sans dépendre des trous de fixation. Cette caractéristique peut s'avérer précieuse pour les portes d'équipement industriel qui sont lourdes, exposées aux vibrations, ouvertes et fermées fréquemment, montées sur des cadres en acier rigides, qu'il n'est pas prévu d'enlever dans le cadre d'un service normal, ou qui sont utilisées lorsque le mouvement de l'articulation endommagerait le joint ou l'alignement.
L'avantage est la rigidité. Une charnière soudée ne dépend pas de la précharge des boulons, du frottement des rondelles ou du serrage des fixations filetées. Il n'y a pas de trou de boulon à allonger ni de pile de fixations à desserrer sous l'effet de mouvements répétés.
Cependant, le soudage présente également des risques. La chaleur peut déformer les portes en tôle fine. Un mauvais profil de soudure peut créer un point d'initiation de la fatigue. Des métaux dissemblables peuvent créer des problèmes de corrosion ou de contraintes thermiques. La réparation devient également plus difficile car le remplacement de la charnière nécessite généralement un découpage, un meulage, un soudage, une inspection et une finition de la surface. Pour les équipements installés dans des zones où le travail à chaud est limité, cette réparation peut nécessiter des permis, une surveillance de la sécurité, une main-d'œuvre certifiée ou une fenêtre d'arrêt plus longue.
Comment les charnières à boulon se comportent-elles sur les portes d'équipements industriels ?
Une charnière à boulonner est fixée à l'aide d'attaches à travers le vantail de la charnière et la porte ou le cadre. Son principal avantage est la facilité d'entretien. Si la charnière s'use, se corrode ou doit être remplacée, l'équipe de maintenance peut généralement l'enlever à l'aide d'outils au lieu de la couper.
Les charnières à boulonner sont souvent préférées lorsque la porte doit être démontée pour être nettoyée, ajustée après l'installation, remplacée lors d'un entretien programmé, réparée sur le terrain, utilisée dans des zones où le soudage est restreint, montée sur des ensembles peints ou modulaires, ou alignée avec précision contre un joint d'étanchéité.
Le point faible est l'assemblage boulonné. Sous l'effet de la charge et des vibrations, les fixations peuvent se desserrer, les trous de montage peuvent s'user et la porte peut se déplacer si l'articulation n'a pas été conçue avec une surface d'appui, une distance entre les bords, un support d'appui ou des caractéristiques anti-desserrage suffisants. Cela ne signifie pas que les charnières à boulonner sont faibles. Cela signifie que l'articulation doit être conçue comme un système : la taille des fixations, le nombre de boulons, l'épaisseur du cadre, la conception des rondelles, la qualité des trous, la plaque d'appui et le plan d'inspection sont autant d'éléments importants. Le choix entre une fixation par fraisage et une fixation par trou traversant fait lui-même partie de la conception de l'articulation. charnières à encastrer et à percer.
Tableau de décision rapide
| État de fonctionnement | Les charnières à souder sont généralement meilleures lorsque... | Les charnières à boulons sont généralement... |
|---|---|---|
| Chargement lourd de la porte | La porte est lourde et rarement enlevée | Le joint peut être renforcé par des plaques d'appui et des fixations plus grandes. |
| Vibrations élevées | La qualité des soudures peut être contrôlée et la porte n'est pas souvent enlevée. | L'articulation utilise des ferrures anti-desserrage et peut être inspectée régulièrement. |
| Entretien fréquent | Il n'est pas prévu de retirer la charnière | La porte ou la charnière doit être enlevée lors de l'entretien de routine. |
| Restrictions relatives au travail à chaud | Le soudage est autorisé pendant les arrêts planifiés | Le soudage sur le terrain nécessiterait des permis, une surveillance des incendies ou un temps d'arrêt prolongé. |
| Cyclage thermique | Les matériaux des charnières et du cadre sont compatibles et les mouvements sont limités | Les métaux dissemblables ou les variations de température exigent une certaine souplesse d'installation. |
| Alignement des joints | La distorsion de la soudure peut être contrôlée avant l'assemblage final | Un calage ou un réglage sur site est nécessaire pour ajuster la compression du joint. |
| Exposition à la corrosion | La finition de la soudure et le traitement post-soudure peuvent être contrôlés | Les charnières peuvent avoir besoin d'être remplacées périodiquement sans être coupées ou meulées. |
| Flux de production | Le soudage s'inscrit dans le processus de fabrication | L'assemblage modulaire ou l'installation à un stade avancé sont préférés. |
Poids de la porte et cycle d'utilisation
Le poids de la porte est le premier filtre pratique. Un couvercle d'inspection léger qui s'ouvre occasionnellement n'impose pas les mêmes exigences à la fixation des charnières qu'une lourde porte de goulotte, une porte de protection, un panneau d'accès au mélangeur ou une porte de dépoussiérage qui s'ouvre à chaque poste de travail.
Les portes industrielles lourdes créent des charges de flexion au niveau de la ligne de charnière. Si la porte est ouverte fréquemment, le point de fixation subit des cycles de contrainte répétés. Dans un assemblage boulonné, les mouvements répétés peuvent agrandir les trous ou réduire la force de serrage si l'assemblage est sous-dimensionné. Dans un assemblage soudé, la charge peut être transférée à travers une zone de fixation continue, mais uniquement si la qualité de la soudure et le matériau environnant sont appropriés. Les considérations plus générales relatives à la charge et au travail sont abordées dans la section guide d'ingénierie des charnières à usage intensif.
La décision ne doit pas se fonder uniquement sur le poids de la porte. Une porte lourde, facile d'accès sur le terrain et dotée d'un support de charnière boulonné renforcé peut donner de bons résultats. Une charnière soudée sur un panneau de porte mince et déformé peut donner de mauvais résultats, même si la soudure est solide.
Vibrations et fatigue
La vibration est l'une des différences les plus importantes entre les charnières soudées et les charnières boulonnées. Sur une charnière boulonnée, les vibrations peuvent créer de petits mouvements entre le vantail de la charnière et le cadre. Avec le temps, ces mouvements peuvent réduire la précharge de la fixation, user les bords du trou ou permettre à la porte de se déplacer. Les écrous anti-desserrage, les méthodes de blocage des filets, les rondelles trempées, les plaques d'appui et un contrôle adéquat du couple de serrage peuvent réduire ce risque, mais ils ne suppriment pas la nécessité d'une inspection.
Sur une charnière soudée, il n'y a pas de boulons à desserrer. C'est pourquoi le soudage est intéressant pour les équipements tels que les cribles vibrants, les alimentateurs, les broyeurs à marteaux, les dépoussiéreurs et les machines de traitement lourd. Mais les joints soudés présentent leur propre risque de vibration. Si la pointe de la soudure, la racine de la soudure ou la zone affectée par la chaleur environnante crée une concentration de contraintes, les vibrations peuvent provoquer des fissures de fatigue. Une mauvaise soudure peut se rompre plus rapidement qu'un assemblage boulonné correctement conçu.
La règle la plus sûre est conditionnelle. Choisissez des charnières à souder pour les vibrations lorsque la qualité de la soudure, la compatibilité des matériaux et l'inspection peuvent être contrôlées. Choisissez des charnières boulonnées pour les vibrations lorsque la facilité d'entretien, l'inspection périodique et le remplacement du matériel sont plus importants que la rigidité permanente.
Accès à la maintenance et réparation sur le terrain
L'entretien est souvent plus déterminant que la résistance. Une charnière soudée est difficile à remplacer sur le terrain. La réparation peut nécessiter un meulage, un découpage, un soudage, une nouvelle peinture, une passivation ou une inspection. Si l'équipement est installé dans une usine où le travail à chaud est limité, la réparation peut s'avérer beaucoup plus coûteuse que la charnière elle-même. Le soudage, le coupage et le brasage dans l'industrie en général font partie des catégories suivantes OSHA 29 CFR 1910.252, qui exige des mesures de prévention des incendies, une surveillance des incendies et des procédures d'autorisation qui ajoutent du temps et des coûts à toute réparation par soudage sur le terrain.
Une charnière boulonnée est plus facile à remplacer. Un mécanicien peut généralement retirer les fixations, installer une nouvelle charnière, réaligner la porte et remettre l'équipement en service au cours d'une période d'entretien plus courte.
Les charnières à boulonner sont généralement préférables lorsque la porte est ouverte fréquemment, que la charnière peut devoir être remplacée, que le joint doit être ajusté après l'installation, que l'équipement est installé dans une zone de travail restreinte, qu'il est difficile d'obtenir des permis de travail à chaud ou que l'usine souhaite un entretien sans soudure. Les charnières à souder sont généralement préférables lorsque la porte est rarement enlevée, que la charnière fait partie d'une structure permanente, que l'équipement n'est entretenu que lors d'arrêts planifiés, que le soudage sur site est acceptable ou que le joint doit rester rigide pendant de longues périodes.
Cyclage thermique et métaux dissemblables
Certaines portes d'équipement fonctionnent à proximité de sources de chaleur, de séchoirs, de fours, de cuves de traitement chaudes ou d'environnements extérieurs présentant de grandes variations de température. Si la charnière et le cadre sont fabriqués à partir de métaux différents, ils peuvent se dilater et se contracter à des rythmes différents. Un joint soudé oblige les matériaux à se déplacer ensemble, ce qui, dans certaines conceptions, peut augmenter les contraintes au fil du temps.
Un joint boulonné peut parfois offrir une plus grande tolérance aux mouvements thermiques, en particulier lorsque la conception utilise des jeux appropriés, des rondelles et une charge de serrage contrôlée. Il ne s'agit pas d'une fixation lâche. Cela signifie que le joint est intentionnellement conçu pour s'adapter aux mouvements sans fissurer ou déformer la porte.
Pour les applications à haute température ou à cycle thermique, il faut évaluer le matériau de la charnière, le matériau du cadre, l'épaisseur de la porte, la plage de température, la différence de dilatation entre les matériaux, les exigences de compression du joint et si la porte doit rester réglable après l'installation. Si les charnières et le cadre utilisent des métaux différents et que les cycles thermiques sont importants, les charnières à boulonner méritent souvent d'être sérieusement envisagées.
Corrosion et traitement de surface
La corrosion affecte aussi bien les charnières soudées que les charnières boulonnées. Une charnière en acier inoxydable soudée peut sembler plus propre parce qu'il n'y a pas de trous de fixation ou de rondelles. Mais si la zone de soudure n'est pas nettoyée, passivée ou finie correctement, la zone affectée par la chaleur peut devenir plus vulnérable à la corrosion. Une charnière boulonnée peut également présenter des risques de corrosion : les trous exposent les arêtes, les rondelles peuvent piéger l'humidité et les crevasses autour du vantail de la charnière peuvent accumuler de la poussière, des résidus de lavage ou des débris de processus.
La différence réside dans la réparabilité. Une charnière boulonnée corrodée peut souvent être retirée et remplacée. Une charnière soudée corrodée doit généralement être découpée et retravaillée. Pour les environnements corrosifs ou de lavage, il faut tenir compte des limites de l'acier inoxydable 304 ou 316, de l'acier revêtu ou de l'alliage de zinc, de la qualité de la finition des soudures, du nettoyage ou de la passivation après soudage, de la compatibilité des matériaux de fixation, des zones d'interstices autour des rondelles et des trous de montage, et de l'accès pour le nettoyage autour du vantail de la charnière. Pour les équipements alimentaires, chimiques, extérieurs ou côtiers, la méthode de fixation doit être choisie en même temps que le matériau et la finition, et non après.
Alignement de la porte et étanchéité du joint
Les portes des équipements industriels se ferment souvent contre un joint. Si la fixation de la charnière permet à la porte de s'affaisser, de se tordre ou de se déplacer, le joint doit compenser. Cela entraîne généralement une compression inégale, des fuites, des fuites de poussière ou une usure prématurée du joint. Le désalignement du côté des charnières est l'une des causes les plus courantes de défaillance des joints, comme l'explique le guide sur les les erreurs de sélection des charnières à l'origine de la défaillance des joints.
Les charnières à souder peuvent maintenir l'alignement de manière très rigide après la fabrication. Mais si la charnière est soudée légèrement en dehors de sa position, le réglage devient difficile et la correction du problème peut nécessiter une coupe et une nouvelle soudure. Les charnières à boulonner sont plus faciles à caler, à rainurer, à ajuster ou à remplacer - un avantage majeur lorsque la porte doit respecter un plan d'étanchéité serré ou lorsque de grands ensembles de tôle présentent des variations normales de fabrication.
Pour les portes à joints, il convient de se demander si la porte doit être ajustée sur le terrain, si la plage de compression du joint est étroite, si le cadre est susceptible de bouger après le soudage, si la porte sera enlevée et réinstallée en cours de service et si la position des charnières peut être corrigée sans coupe. Si l'alignement sur le terrain est important, les charnières à boulonner offrent souvent un avantage pratique. Si la porte est fabriquée avec précision et doit rester fixe pendant des années, les charnières à souder peuvent offrir une meilleure stabilité à long terme. Pour les armoires extérieures scellées en particulier, la fixation des charnières interagit également avec la façon dont le joint se dégrade au fil du temps, comme l'explique le guide sur les charnières. perte d'étanchéité des enceintes extérieures et entretien.
Modes de défaillance : Que se passe-t-il en premier ?
Un bon cahier des charges doit tenir compte de la probabilité de défaillance de chaque méthode de fixation.
| Méthode de fixation | Modes de défaillance courants | Visibilité de la maintenance |
|---|---|---|
| Charnière à souder | Fatigue des soudures, corrosion de la zone affectée thermiquement, distorsion, fissuration au niveau du bord de la soudure | Peut être plus difficile à détecter à un stade précoce |
| Charnière à boulonner | Desserrage des fixations, élongation des trous, mouvement des rondelles, corrosion autour des trous | Généralement plus facile à inspecter et à réparer |
Les défaillances des boulons sont souvent progressives. Les équipes de maintenance peuvent donc inspecter les fixations, resserrer les boulons, remplacer les rondelles ou ajouter des renforts. Les défaillances des charnières soudées peuvent être moins visibles - une fissure peut commencer sous la peinture, près du canon de la charnière ou le long du bord de la soudure, et une fois que la fissure s'agrandit, la défaillance peut être soudaine et plus difficile à réparer. Cela ne rend pas les charnières boulonnées plus sûres dans tous les cas. Cela signifie que la méthode de fixation privilégiée doit correspondre à la capacité d'inspection et de maintenance du site.
Choisissez les charnières à souder lorsque
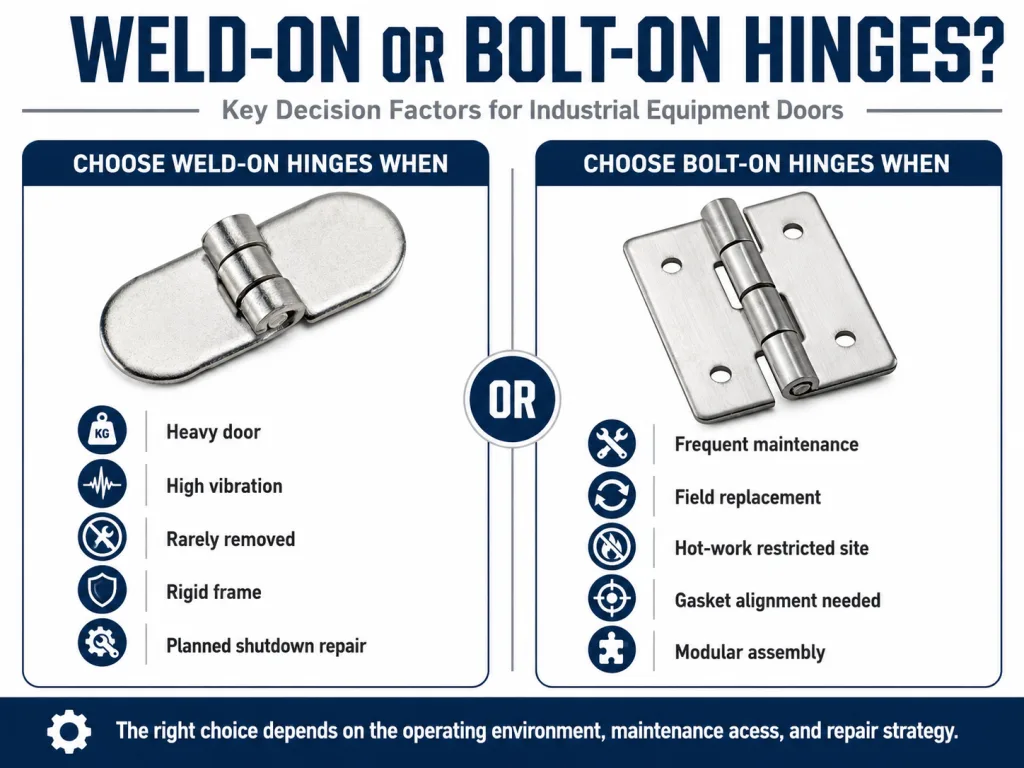
Les charnières à souder constituent généralement un meilleur choix lorsque la porte est lourde et rarement démontée, que l'équipement est exposé à de fortes vibrations, que le joint doit rester rigide pendant de longues périodes, que le cadre est suffisamment épais pour accepter le soudage sans distorsion, que la qualité du soudage peut être contrôlée, que l'accès au travail à chaud ne constitue pas un problème de service majeur, que la charnière ne sera réparée que lors d'arrêts planifiés, qu'un joint boulonné nécessiterait trop d'espace ou de renforcement, ou que la porte ne nécessite pas d'ajustements fréquents sur le terrain. Le soudage n'est pas automatiquement meilleur parce qu'il est permanent. Il est meilleur lorsque la permanence, la rigidité et la réduction de l'entretien des fixations correspondent aux conditions réelles d'utilisation.
Choisissez les charnières à boulonner lorsque
Les charnières à boulonner constituent généralement un meilleur choix lorsque la charnière doit être remplacée sur le terrain, que la porte doit être démontée pour être nettoyée ou inspectée, que les travaux à chaud sont limités ou difficiles à programmer, que la porte doit être ajustée après l'installation, que le joint d'étanchéité doit être réglé sur le terrain, que la charnière et le cadre utilisent des métaux différents, que les cycles thermiques peuvent créer des tensions dans un joint soudé rigide, que les équipes de maintenance ont besoin d'une conception réparable, ou que le site préfère un remplacement manuel standard. Le boulonnage n'est pas automatiquement plus faible. Elle est préférable lorsque l'ajustabilité, la facilité d'entretien et le remplacement sur le terrain sont plus importants que la fixation permanente.
Erreurs courantes en matière de spécifications
Erreur 1 : Choisir des charnières à souder uniquement parce que la porte est lourde
Les portes lourdes peuvent nécessiter des fixations solides, mais le soudage n'est pas la seule option. Une conception boulonnée renforcée avec des plaques d'appui et des fixations appropriées peut être appropriée si la porte doit être enlevée ultérieurement.
Erreur 2 : Choisir des charnières à boulonner sans concevoir l'articulation
Une charnière à boulonner n'est pas simplement une charnière à trous. L'épaisseur du cadre, la taille des fixations, la conception des rondelles, la distance entre les bords, le support et la méthode anti-desserrage sont autant d'éléments qui influencent les performances à long terme.
Erreur 3 : Ignorer les restrictions relatives au travail à chaud
Si l'équipement doit être installé dans une raffinerie, une usine céréalière, une zone chimique ou tout autre site restreint, la réparation des charnières soudées peut s'avérer difficile. Ce point doit être pris en compte avant la spécification de la charnière, et non pas découvert lors de la première réparation sur le terrain.
Erreur 4 : Oublier l'alignement des joints
Une méthode de fixation des charnières qui rend l'alignement de la porte difficile peut créer des problèmes d'étanchéité par la suite. Cela est particulièrement vrai pour les dépoussiéreurs, les enceintes extérieures, les équipements de traitement et les portes d'accès munies de joints.
Erreur 5 : Traiter l'assemblage en usine et la réparation sur le terrain comme le même problème
Une charnière facile à installer en usine peut être difficile à réparer sur le terrain. Une bonne conception tient compte à la fois de la construction initiale et de la réparation éventuelle.
Cadre de sélection pratique
| Question | Si oui, envisager |
|---|---|
| La porte sera-t-elle enlevée lors d'un entretien de routine ? | Charnières à boulonner |
| Le soudage sur site est-il limité ou coûteux ? | Charnières à boulonner |
| La porte est-elle lourde et rarement enlevée ? | Charnières à souder |
| Les vibrations sont-elles importantes et la qualité des soudures est-elle contrôlée ? | Charnières à souder |
| La porte a-t-elle besoin d'être alignée ? | Charnières à boulonner |
| Le joint est-il sensible à la compression ? | Charnières à boulonner ou montage réglable |
| Le cadre est-il trop étroit pour que le schéma de boulonnage soit sûr ? | Charnières à souder |
| Les métaux dissemblables sont-ils exposés à des cycles thermiques ? | Charnières à boulonner |
| La charnière est-elle prévue pour durer jusqu'à une fermeture importante ? | Charnières à souder |
| Le remplacement rapide est-il plus important que la rigidité permanente ? | Charnières à boulonner |
Ce tableau ne doit pas remplacer le jugement des ingénieurs. Il permet de rendre la décision visible et défendable par rapport au poids réel de la porte, au niveau de vibration, au programme d'entretien, aux limites du travail à chaud et aux exigences en matière de joints.
FAQ
Les charnières à souder sont-elles plus solides que les charnières à boulonner ?
Pas toujours. Les charnières à souder peuvent fournir une fixation rigide et permanente, mais les performances dépendent de la qualité de la soudure, de l'épaisseur du matériau, du contrôle de la distorsion et des conditions de fatigue. Une charnière boulonnée bien conçue, avec un support et des fixations adéquats, peut être plus performante qu'un joint soudé de mauvaise qualité.
Quand dois-je utiliser des charnières à souder pour les portes d'équipement industriel ?
Les charnières à souder sont utilisées lorsque la porte est lourde, rarement démontée, exposée aux vibrations et installée à un endroit où une fixation permanente est acceptable. Elles sont également utiles lorsque l'espace disponible dans le cadre ne permet pas d'utiliser un modèle de boulon approprié.
Quand dois-je utiliser des charnières à boulonner ?
Utilisez des charnières à boulonner lorsque la porte doit être remplacée, enlevée, nettoyée, ajustée ou réparée sans travail à chaud. Elles sont également utiles lorsque l'alignement du joint doit être ajusté après l'installation, ou lorsque la charnière et le cadre utilisent des métaux différents exposés à des cycles thermiques.
Les charnières à boulons se desserrent-elles sous l'effet des vibrations ?
C'est possible si le joint n'est pas conçu correctement. Le dimensionnement adéquat des fixations, le contrôle du couple, les dispositifs anti-desserrage, les plaques d'appui et les intervalles d'inspection réduisent le risque. Les assemblages boulonnés présentent l'avantage d'un desserrement généralement progressif, qui peut être détecté lors d'une inspection de routine.
Les charnières à souder peuvent-elles provoquer des déformations de la porte ?
Oui. Le soudage ajoute de la chaleur à la porte ou au cadre. Sur les panneaux de faible épaisseur, un mauvais contrôle de la chaleur peut déformer la surface et affecter l'étanchéité du joint. La séquence de soudage, la conception des dispositifs de fixation et l'inspection après soudage sont importantes pour contrôler la distorsion.
Quelle est la meilleure fixation de charnière pour les portes d'équipement munies d'un joint d'étanchéité ?
Tout dépend si l'alignement doit être réglable. Les charnières à souder assurent la rigidité après la fabrication, mais les charnières à boulonner sont plus faciles à caler, à aligner et à remplacer si la compression du joint doit être ajustée sur le terrain.
Dernier point à retenir
Le choix entre les charnières à souder et les charnières à boulonner n'est pas une simple comparaison de résistance. Il s'agit d'une décision liée au contexte opérationnel. Les charnières à souder sont généralement préférables lorsque la porte est lourde, permanente, sujette aux vibrations et qu'il est peu probable qu'elle doive être remplacée sur place. Les charnières à boulonner sont généralement préférables lorsque la porte doit être ajustée, retirée, nettoyée ou réparée sans travaux à chaud.
La meilleure spécification pose une question pratique : en cas de défaillance de cette charnière sur le terrain, quelle méthode de fixation rend la défaillance la plus probable plus facile, plus sûre et moins coûteuse à réparer ? Répondez honnêtement à cette question, en tenant compte du poids réel de la porte, du niveau de vibration, du programme d'entretien, des limites du travail à chaud, des exigences en matière de joints et des conditions du site. Si votre projet concerne des portes d'équipement industriel et que vous souhaitez adapter la méthode de fixation des charnières à votre environnement d'exploitation, HTAN peut vous aider à examiner le poids de la porte, les vibrations, la structure du cadre, les contraintes du travail à chaud et les exigences en matière d'étanchéité avant la spécification.