HTAN è uno dei principali produttori di cerniere, maniglie e chiusure industriali in Cina.



In ingegneria hardware industriale, perni di cerniera sono gli assi di rotazione critici che devono resistere contemporaneamente al taglio meccanico, all'usura abrasiva e all'ossidazione ambientale. La mancata scelta del materiale corretto spesso porta a una "corrosione nascosta" all'interno del cilindro della cerniera, con conseguente grippaggio dei meccanismi, cedimento strutturale della porta o guasto catastrofico del componente sul campo.
Definizioni tecniche e ambito di applicazione
Acciaio inox AISI 304
L'AISI 304 è un austenitico acciaio inossidabile definito da ASTM A240. Contiene un minimo di 18% di cromo e 8% di nichel. Questa composizione facilita la formazione di uno strato di ossido di cromo autorigenerante, motivo per cui il 304 è ampiamente specificato per le applicazioni di cerniere industriali soggette a corrosione.
Perno di cerniera industriale
Il perno della cerniera è il punto di rotazione centrale di una cerniera montaggio. Agisce come elemento portante primario durante il movimento di rotazione. Poiché il perno sopporta contemporaneamente il carico di taglio e l'usura da scorrimento, la scelta del materiale influisce direttamente sulla durata, sui costi di manutenzione e sull'affidabilità sul campo.
Passivazione
La passivazione è un trattamento chimico per ASTM A967. Rimuove il ferro libero dalla superficie del perno e aumenta lo spessore e la stabilità dello strato di ossido protettivo. Nelle installazioni umide o all'aperto, la passivazione è uno dei metodi più efficaci per ridurre la "corrosione nascosta" all'interno del cilindro della cerniera.
Matrice delle prestazioni dei materiali
I dati seguenti mettono a confronto i materiali più comuni utilizzati nelle applicazioni industriali a perno.
| Metrico | Acciaio al carbonio zincato | 201 Acciaio inossidabile | Acciaio inox 304 | Acciaio inox 316 |
| Resistenza allo snervamento (MPa) | 250 - 350 | 290 - 310 | 205 - 215 | 205 - 210 |
| Resistenza relativa alla corrosione (uso industriale tipico) | Basso (alto rischio di ruggine) | Moderato (può arrugginire in caso di utilizzo in ambienti umidi/esterni) | Alto (eccellente nella maggior parte degli ambienti industriali) | Molto alto (migliore per l'esposizione ai cloruri e alle coste) |
| Standard ASTM | A36 | A666 | A276 / A479 | A276 |
| Indice di costo relativo | 1.0 | 1.5 | 2.2 | 3.5 |
| Ciclo di vita (cicli) | <20,000 | 50,000 | >100,000 | >100,000 |
Modello di calcolo di precisione per perni di cerniera
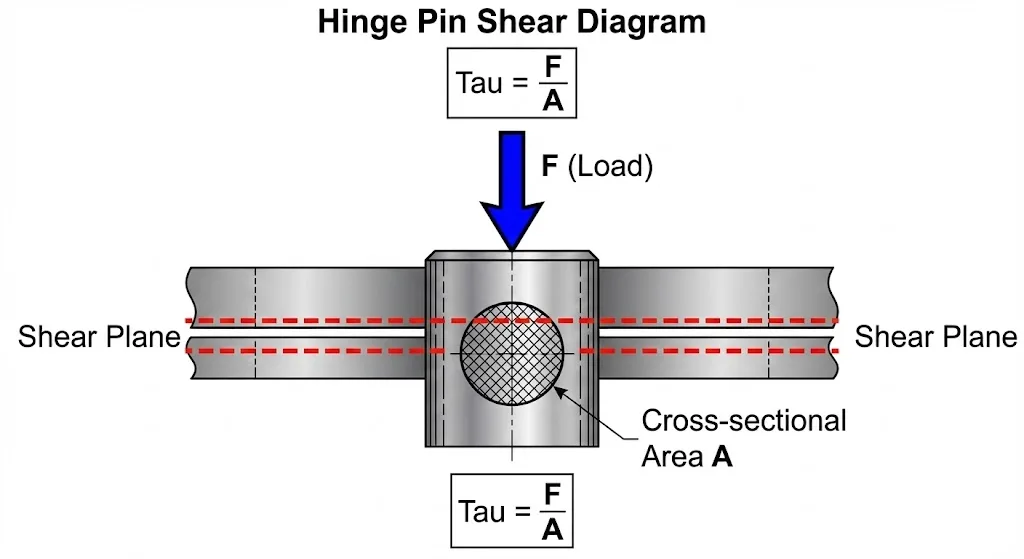
Formula della sollecitazione di taglio
I tecnici devono verificare il diametro del perno rispetto al carico massimo della porta.
Formula: Tau = F / A
Dove:
- Tau = sforzo di taglio (MPa)
- F = Forza applicata al perno (N)
- A = Area della sezione trasversale del perno (mm^2)
Nota: Poiché 1 N/mm^2 equivale a 1 MPa, il valore calcolato da F (N) e A (mm^2) si converte direttamente in MPa.
Esempio di lavoro
Calcolare la sollecitazione di taglio per una porta di un armadio industriale di 150 kg che utilizza due cerniere. Il diametro del perno è di 10 mm.
- Calcolare la forza (F) per ogni perno: F = (150 kg * 9,81 m/s^2) / 2 = 735,75 N
- Calcolare l'area (A): A = 3,14159 * (5 mm)^2 = 78,54 mm^2
- Calcolare la sollecitazione (Tau): Tau = 735,75 / 78,54 = 9,37 MPa
Risultato: Il valore calcolato di 9,37 MPa è significativamente inferiore al valore di 304 resistenza allo snervamento (205 MPa). Questo progetto offre un fattore di sicurezza pari a circa 21.
Note tecniche sul campo: Il guasto della "corrosione nascosta
Scenario: Un produttore ha utilizzato perni in acciaio inox 201 per armadi elettrici da esterno in una regione umida.
Osservazione: Nel giro di 14 mesi, le cerniere si sono grippate. I test hanno rivelato un'ossidazione "nascosta" all'interno del cilindro della cerniera, dove l'umidità ha intrappolato i sali di manganese.
Soluzione: Tutte le unità sono state sostituite con perni in acciaio inox 304 trattati con passivazione all'acido citrico ASTM A967. Gli incidenti di grippaggio sono scesi a zero nei 36 mesi successivi.
Analisi comparativa: Migliori pratiche contro standard inferiori
| Caratteristica | Le migliori pratiche del settore | Pratica non all'altezza | Impatto di un'attività non all'altezza |
| Tolleranza Fit | H7/f7 Rettifica di precisione | Gioco lento (>0,5 mm) | Eccessiva flessione e vibrazione della porta |
| Verifica del materiale | EN 10204 3.1 Certificato | Nessuna certificazione | Resistenza alla corrosione imprevedibile |
| Finitura superficiale | Ra 0,8 - 1,6 μm | Tornito grezzo (>3,2 μm) | Attrito e usura accelerati |
| Fine della conservazione | Rivettatura circonferenziale | Adattamento per attrito | Migrazione dei pin e guasto dell'assemblaggio |
Analisi delle modalità di guasto e degli effetti
| Modalità di guasto | Causa potenziale | Impatto sul sistema | Strategia di prevenzione |
| Galleggiante | Mancanza di lubrificazione + Carico elevato | Sequestro totale della cerniera | Utilizzare perni 304 con boccole in PTFE |
| Pitting | Esposizione al cloruro | Frattura del perno | Aggiornamento a 316 o pulizia frequente |
| Tempra del lavoro | Eccessiva formazione a freddo | Cricca da corrosione sotto sforzo | Ricottura adeguata secondo ASTM A240 |
| Migrazione dei pin | Ritenzione inadeguata | Distacco della porta | Utilizzare anelli di sicurezza o spine con testa |
Standard di affidabilità e convalida

I perni delle cerniere devono essere sottoposti alle seguenti fasi di verifica:
- Resistenza alla corrosione: Eseguire ASTM B117 test neutro in nebbia salina. I perni 304 non devono presentare ruggine rossa per 168 ore.
- Integrità meccanica: Eseguire prove di ciclo secondo ISO 19353. I perni devono mantenere l'integrità strutturale per oltre 100.000 cicli.
- Purezza chimica: Verifica dei livelli di cromo e nichel tramite PMI (Positive Material Identification) per garantire la conformità alle specifiche AISI.
Illustrazioni di ingegneria
Le seguenti illustrazioni tecniche forniscono una chiara spiegazione visiva del modo in cui il carico viene trasferito attraverso un perno di cerniera e del perché i metodi di protezione dalla corrosione, come la passivazione, migliorano direttamente l'affidabilità a lungo termine. Queste immagini sono comunemente utilizzate nelle revisioni tecniche, nella formazione e nella convalida degli appalti.
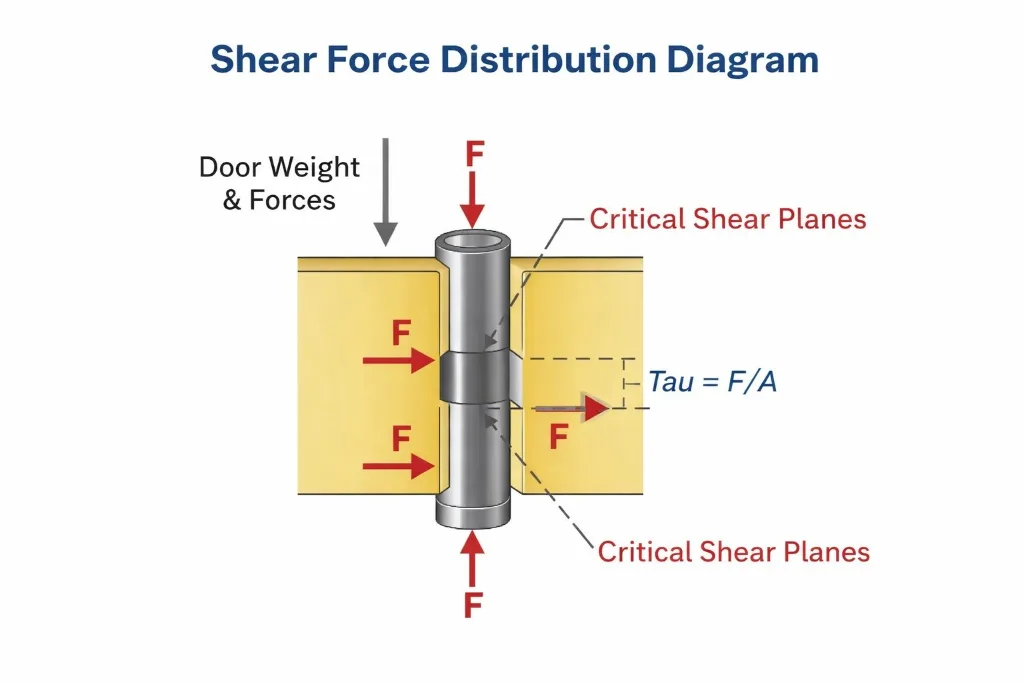
Diagramma di distribuzione della forza di taglio
Un diagramma di distribuzione della forza di taglio aiuta a visualizzare come il peso della porta e le forze operative si traducono in un carico di taglio sul perno della cerniera. Evidenzia il percorso del carico primario attraverso le ante della cerniera e identifica i piani di taglio critici dove le sollecitazioni sono più elevate. Questo concetto supporta la corretta selezione del diametro del perno e rafforza il motivo per cui i calcoli del taglio (Tau = F/A) sono essenziali per una progettazione sicura.
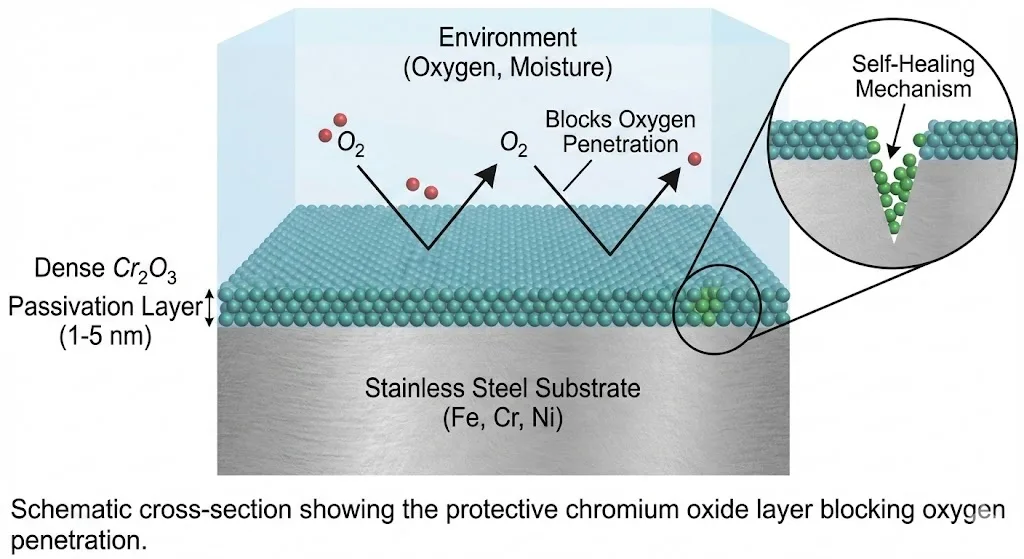
Dettaglio strato di passivazione
Un diagramma dello strato di passivazione illustra il sottilissimo film di ossido di cromo (circa 1-5 nm) che si forma sull'acciaio inossidabile 304. Questo strato passivo agisce come una barriera sul substrato, rallentando l'ossidazione e riducendo il rischio di "corrosione nascosta" all'interno del cilindro della cerniera. È particolarmente utile per spiegare perché la passivazione ASTM A967 migliora le prestazioni a lungo termine in ambienti umidi, esterni o corrosivi.
Riepilogo della selezione rapida (consigliato)
- Uso industriale standard per interni: Perni delle cerniere in acciaio inox 304 + lubrificazione di base.
- Armadi umidi o all'aperto: Acciaio inox 304 + passivazione ASTM A967 + manutenzione periodica.
- Esposizione al cloruro e alla costa: Aggiornamento all'acciaio inox 316 per ridurre il rischio di vaiolatura.
- Applicazioni ad alto ciclo: 304 + tolleranza di accoppiamento stretta + boccole in PTFE per ridurre l'usura e la formazione di galli.
Lista di controllo per l'approvvigionamento (lista di controllo)
- Verificare la chimica dell'AISI 304 tramite la norma EN 10204 3.1 MTC.
- Verificare che la tolleranza del diametro del perno sia conforme alla norma ISO 286-2 (ad esempio, f7 o g6).
- Assicurarsi che la rugosità superficiale (Ra) sia documentata al di sotto di 1,6 μm.
- Verificare che il pin sia amagnetico o debolmente magnetico (basso contenuto di ferrite).
- Controllare i registri di passivazione ASTM A967.
- Controllare che le estremità dei perni siano smussate in modo uniforme (tipicamente 0,5 mm x 45°).
- Esaminare i rapporti di prova in nebbia salina per verificare la conformità alle 168 ore.
- Verificare che il coefficiente di carico superi di un fattore 5 la sollecitazione di taglio di picco calcolata.
FAQ
D1: I perni in acciaio inox 304 possono essere utilizzati in ambienti con acqua salata?
A1: L'acciaio inox 304 è soggetto a vaiolatura da cloruri. Per gli ambienti marini o costieri, specificare l'acciaio inossidabile 316 per ASTM A276.
D2: Perché il mio perno della cerniera 304 è magnetico?
A2: La lavorazione a freddo trasforma l'austenite in martensite, che è magnetica. Non indica un difetto del materiale, anche se in casi estremi può ridurre leggermente la resistenza alla corrosione.
D3: Con quale frequenza devono essere lubrificati i perni delle cerniere 304?
A3: In ambienti industriali standard, lubrificare ogni 12 mesi. Le applicazioni ad alto numero di cicli (oltre 100 cicli al giorno) richiedono un intervallo di manutenzione di 3 mesi.
D4: L'acciaio inox 304 reagisce con le ante delle cerniere in alluminio?
A4: Sì. Il contatto di metalli dissimili può causare corrosione galvanica. Per ridurre questo rischio, utilizzare una boccola isolante o assicurarsi che il perno sia passivato.
D5: Qual è la temperatura massima di funzionamento di un pin 304?
A5: L'acciaio inox 304 ha una buona resistenza all'ossidazione a temperature elevate, ma la resistenza meccanica diminuisce all'aumentare della temperatura. Nelle applicazioni pratiche delle cerniere, la lubrificazione e i componenti circostanti di solito stabiliscono il limite operativo reale molto prima che il materiale raggiunga le sue capacità ad alta temperatura.
D6: Il 304L è migliore del 304 per i perni delle cerniere?
A6: 304L (Low Carbon) è superiore per i componenti che richiedono saldature pesanti. Per i perni lavorati standard, il 304 offre una resistenza leggermente superiore ed è la scelta più comune.