HTAN è uno dei principali produttori di cerniere, maniglie e chiusure industriali in Cina.


La lucidatura a specchio non deve essere specificata come finitura predefinita per ogni cerniera industriale in acciaio inox. In alcuni progetti, migliora la pulibilità, la coerenza visiva e le prestazioni superficiali legate alla corrosione. In altri, invece, aumenta i costi di lavorazione senza creare sufficienti vantaggi pratici. La decisione giusta dipende dall'ambiente di servizio, dai requisiti igienici, dalla visibilità della cerniera, dalla capacità di manutenzione e dal costo totale del ciclo di vita.
La lucidatura a specchio è generalmente da prendere in considerazione per le apparecchiature igieniche, la ferramenta di pregio altamente visibile e alcune applicazioni ad alta corrosione, dove le superfici più lisce favoriscono la pulizia e riducono la ritenzione di contaminazione. Di solito non è necessaria per gli armadietti standard per interni, per le cerniere nascoste e per le apparecchiature abrasive per esterni, dove le finiture spazzolate o passivate offrono spesso un migliore equilibrio tra durata, aspetto e costo.
Questo articolo spiega cosa significa lucidatura a specchio, cosa migliora, quando vale la pena spendere di più per la lavorazione e quando sono più pratiche le finiture alternative. Per un approfondimento sulla selezione dei materiali, si consiglia di consultare il nostro sito Panoramica delle cerniere in acciaio inox.
Che cos'è la lucidatura a specchio?
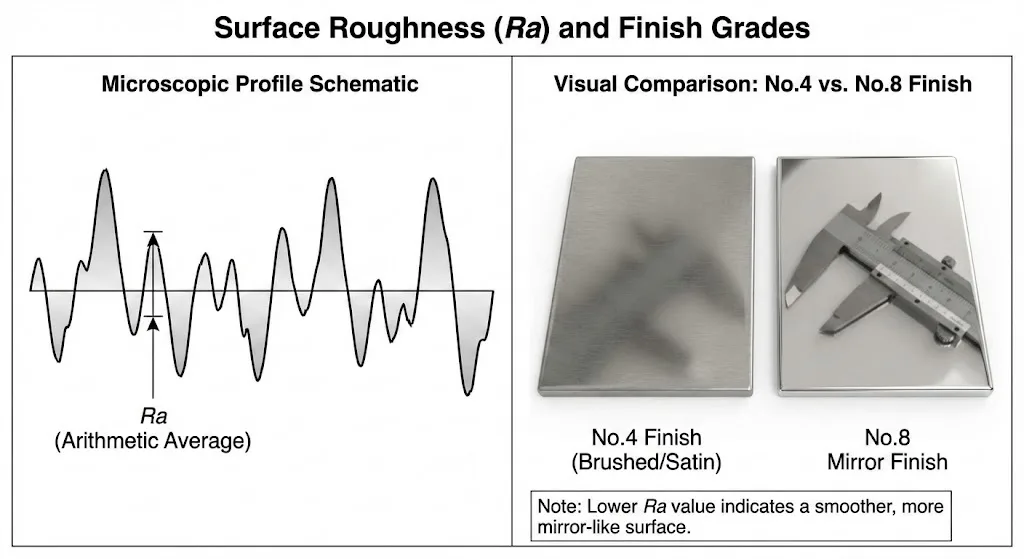
La lucidatura a specchio si riferisce solitamente a una superficie in acciaio inossidabile altamente raffinata, spesso associata alla terminologia di finitura No.8 o 8K. Nella pratica ingegneristica, la decisione non dovrebbe basarsi solo sull'aspetto lucido della cerniera. La metrica più significativa è la rugosità superficiale, comunemente espressa come Ra. Una vera finitura a specchio viene accettata in base alla qualità superficiale misurabile, non alla sola luminosità visiva.
Nella scelta pratica delle cerniere, ciò significa che la lucidatura a specchio non è solo una finitura decorativa. È una condizione superficiale che può influire sulla ritenzione dei residui, sul comportamento di pulizia e sulle prestazioni del pezzo in applicazioni visibili o sensibili all'igiene.
Cosa può migliorare la lucidatura degli specchi
Prestazioni di pulizia e igiene
Una superficie più liscia in acciaio inox tende a trattenere meno residui ed è generalmente più facile da pulire. Questo è uno dei motivi per cui la lucidatura a specchio o finiture simili sono più importanti per le apparecchiature alimentari, i dispositivi farmaceutici e la ferramenta per camere bianche che per i normali armadi industriali.
Quando il design igienico è importante, le specifiche di approvvigionamento spesso si concentrano sui limiti di rugosità misurabili e sui requisiti di convalida, piuttosto che sul solo aspetto. Ecco perché la selezione delle finiture dovrebbe essere legata agli standard di pulizia effettivi, non solo alle aspettative visive. Se il vostro progetto necessita anche di un giudizio più deciso sui materiali anticorrosione, confrontate questo prodotto con il nostro Guida alla scelta della cerniera in acciaio inox 304 vs. 316 per esterni.
Consistenza e aspetto della superficie
La lucidatura a specchio conferisce alla cerniera un aspetto più raffinato e pregiato. Ciò può essere importante quando la cerniera è visibile su apparecchiature di fascia alta, involucri di marca o gruppi inossidabili lucidati in cui la coerenza visiva è parte del valore del prodotto.
Riduzione della ritenzione superficiale
Superfici più lisce possono ridurre il numero di scanalature microscopiche in cui possono rimanere cloruri, sporco o residui. Ciò può contribuire a ridurre la probabilità di innesco di vaiolatura localizzata, ma non sostituisce la corretta selezione della lega. In ambienti con forte presenza di cloruri, la chimica del materiale è ancora più importante della sola qualità della finitura.
Attrito superficiale ridotto in casi limitati
La lucidatura a specchio può migliorare leggermente la levigatezza della superficie e ridurre i picchi di attrito locale, ma l'usura della cerniera dipende ancora di più dal design del perno, dalla durezza, dal materiale del perno, dalla strategia di lubrificazione e dalla tolleranza di montaggio. In altre parole, la lucidatura può essere utile, ma non risolve il problema della cattiva progettazione delle cerniere.
Perché molte cerniere industriali non necessitano di lucidatura a specchio
Gli armadi per interni standard di solito non sono abbastanza vantaggiosi
Per la maggior parte degli armadi elettrici, delle scatole di controllo o degli alloggiamenti di apparecchiature per interni, la lucidatura a specchio è spesso più un miglioramento estetico che una necessità funzionale. Se l'ambiente è asciutto, la cerniera non è molto visibile e l'involucro non richiede una pulizia igienica, la finitura spazzolata o la passivazione sono solitamente più convenienti.
Le cerniere nascoste o a bassa visibilità sono raramente giustificate
Se la cerniera è montata all'interno dell'involucro o non è visibile durante l'uso normale, la lucidatura a specchio di solito crea pochi vantaggi pratici. In questi casi, la stabilità alla corrosione, la qualità della passivazione e l'accuratezza dell'accoppiamento sono più importanti dell'aspetto riflettente.
Gli ambienti abrasivi danneggiano rapidamente le finiture a specchio
Macchinari meccanici, attrezzature esterne e installazioni esposte a polvere o sabbia possono graffiare rapidamente le superfici lucidate a specchio. Una volta graffiata, la finitura perde gran parte del suo vantaggio visivo e può richiedere una maggiore manutenzione rispetto a una più pratica superficie spazzolata o passivata.
Per le decisioni relative alla corrosione in condizioni di uso gravoso, è utile rivedere anche il nostro Guida a cerniera resistente alla corrosione per applicazioni industrialiperché molti problemi delle cerniere per esterni sono dovuti più all'ambiente e alla scelta della lega che al livello di lucidatura decorativa.
Le finiture a specchio richiedono una maggiore manutenzione
Le superfici a specchio mostrano più chiaramente impronte digitali, striature e graffi rispetto alle finiture spazzolate o opache. In ambienti industriali ad alto contatto, questo può aumentare la frequenza di pulizia e far sembrare la cerniera più usurata, anche se il materiale di base continua a funzionare bene.
Quando la lucidatura a specchio ha senso
Apparecchiature per alimenti, prodotti farmaceutici e camere bianche
Questo è uno dei casi d'uso più chiari. Quando la pulibilità, la bassa ritenzione superficiale e le prestazioni igieniche convalidate sono importanti, una finitura altamente raffinata può essere giustificata. In questi progetti, la scelta della finitura deve essere collegata a obiettivi Ra misurabili, requisiti di passivazione e registri di ispezione.
Apparecchiature visibili in acciaio inox di qualità superiore
La lucidatura a specchio può essere appropriata quando la cerniera rimane visibile e fa parte dell'aspetto dell'apparecchiatura finita. Dispositivi di fascia alta, involucri di marca o gruppi industriali decorativi in acciaio inossidabile possono giustificare il costo aggiuntivo del processo quando l'aspetto fa parte delle specifiche del prodotto.
Progetti selezionati ad alta corrosione
In alcuni ambienti marini o con forte presenza di cloruri, una finitura più liscia può contribuire a ridurre i siti di ritenzione locale che contribuiscono all'innesco della vaiolatura. Ma il punto chiave è questo: la qualità della finitura è secondaria alla scelta della lega. Nella maggior parte degli ambienti con presenza di cloruri, la scelta della giusta qualità di acciaio inossidabile è la prima decisione da prendere, mentre la lucidatura viene dopo.
Quando è meglio una finitura spazzolata o passivata

Finitura spazzolata per le cerniere industriali più visibili
La finitura spazzolata è spesso la scelta più pratica per le cerniere industriali inossidabili a vista. Mantiene un aspetto più uniforme, nasconde meglio i piccoli graffi rispetto alla finitura a specchio e di solito costa meno pur offrendo un aspetto professionale.
Passivazione per la robustezza tecnica
Per molte applicazioni in armadi, contenitori e macchinari, la passivazione offre un valore pratico maggiore rispetto alla lucidatura a specchio. Migliora la stabilità alla corrosione senza trasformare la cerniera in un componente riflettente ad alta manutenzione. Ciò è particolarmente importante per le cerniere saldate o lavorate.
Finiture opache o a basso riflesso per le apparecchiature dell'operatore
I dispositivi rivolti verso l'operatore, le apparecchiature di sorveglianza, i sistemi ottici e i macchinari che si trovano in prossimità dell'abbagliamento della luce spesso traggono maggiore vantaggio dalle finiture a bassa riflessione che dalle superfici a specchio. In questi casi, il controllo dell'aspetto e l'usabilità prevalgono sulla luminosità decorativa.
Valutazione dell'applicazione pratica
Classe A: fortemente raccomandata
Utilizzate la lucidatura a specchio quando la cerniera fa parte di macchinari alimentari, apparecchiature farmaceutiche, sistemi per camere bianche o assemblaggi in acciaio inossidabile di alta qualità altamente visibili, dove la pulibilità e la coerenza della finitura sono requisiti reali.
Classe B: Possibile con una chiara giustificazione
Utilizzarla selettivamente in progetti costieri o esposti ai cloruri dopo aver confermato la giusta lega di base e la strategia di corrosione. La finitura a specchio può favorire le prestazioni, ma non deve sostituire le corrette specifiche del materiale.
Classe C: solitamente non necessaria
Per gli armadi elettrici standard per interni, gli involucri industriali e le sedi di cerniere nascoste, le finiture spazzolate o passivate sono di solito la scelta migliore. In genere soddisfano gli obiettivi di durata, corrosione e budget senza i costi aggiuntivi e la manutenzione della lucidatura a specchio.
Classe D: Generalmente non raccomandato
Per i macchinari tecnici abrasivi, le attrezzature da campo sporche e l'uso pesante all'aperto con frequenti impatti o esposizione alla sabbia, la lucidatura a specchio è raramente l'opzione migliore. Questi ambienti di solito traggono maggiore vantaggio da finiture tecniche durevoli e da una protezione strutturale più forte.
Flusso di lavoro delle decisioni ingegneristiche
Passo 1: Definire l'ambiente
Chiarire se la cerniera dovrà funzionare all'interno, all'esterno, in presenza di cloruri, in zone di pulizia igienica o in presenza di macchinari abrasivi. La scelta della finitura deve seguire l'ambiente reale, non solo l'abitudine o l'aspetto.
Fase 2: verificare se la cerniera è visibile
Se la cerniera è nascosta all'interno dell'involucro, la lucidatura a specchio raramente crea un valore significativo. Se invece la cerniera è visibile e fa parte dell'aspetto del prodotto, l'argomento della finitura a specchio si rafforza.
Fase 3: Verifica delle esigenze di pulizia e igiene
Quando la convalida igienica è importante, definire requisiti di finitura misurabili, come i limiti di rugosità e i metodi di ispezione. Non affidatevi alla sola parola "specchio" come requisito di qualità.
Fase 4: confrontare il costo del ciclo di vita, non solo il prezzo unitario
Include il carico di lavoro della manutenzione, la visibilità dei graffi, il rischio di sostituzione, le esigenze di pulizia e il costo effettivo dei tempi di inattività. La lucidatura a specchio ha senso solo quando migliora il valore del progetto a lungo termine in misura tale da giustificare il costo di lavorazione aggiuntivo.
Fase 5: convalida del processo Full Surface
Non valutare la lucidatura a specchio solo in base all'aspetto. Confermate l'intero processo, compresi la pulizia, il controllo della contaminazione e la passivazione, se necessaria. In molti progetti industriali, la disciplina del processo è importante quanto l'etichetta di finitura stessa.
FAQ
D1: Gli armadi industriali standard necessitano di cerniere inossidabili lucidate a specchio?
Di solito no. Per la maggior parte degli armadi e delle porte per interni, le finiture spazzolate o passivate sono più pratiche ed economiche, a meno che i requisiti estetici o igienici non giustifichino chiaramente la finitura a specchio.
D2: La lucidatura a specchio migliora la resistenza alla corrosione da sola?
Può contribuire a ridurre i siti di ritenzione locali sulla superficie, ma non è la principale difesa dalla corrosione. La scelta della lega e la corretta post-lavorazione restano più importanti della sola brillantezza della finitura.
D3: La finitura a specchio è sempre migliore della finitura spazzolata per le cerniere a vista?
No. La finitura a specchio ha un aspetto più pregiato, ma la finitura spazzolata di solito nasconde meglio i graffi e spesso si comporta meglio nell'uso pratico industriale, dove il contatto, l'impatto e la manutenzione sono frequenti.
D4: Quale finitura è migliore per i macchinari e per l'uso esterno abrasivo?
In molti casi, una finitura ingegneristica più pratica, come l'inossidabile spazzolato o passivato, è una scelta migliore della finitura a specchio, soprattutto quando i danni da graffio e gli oneri di manutenzione sono importanti. Per le applicazioni orientate alle macchine, è possibile anche esplorare i nostri prodotti cerniere in acciaio inox per la guida dei macchinari.
D5: Quando vale di più la lucidatura a specchio?
È più giustificato quando la cerniera è visibile, sensibile all'igiene o fa parte di un gruppo inossidabile di alta qualità in cui la pulibilità e la qualità della finitura sono requisiti essenziali del progetto piuttosto che aggiornamenti opzionali.
Conclusione
Una cerniera industriale in acciaio inox non richiede automaticamente la lucidatura a specchio. In molti progetti, la finitura a specchio è una scelta specializzata piuttosto che un requisito standard. Ha senso quando l'igiene, la pulibilità o l'aspetto premium altamente visibile giustificano il costo aggiuntivo del processo. Per gli armadi ordinari, le cerniere nascoste e l'uso di macchinari abrasivi, le finiture spazzolate o passivate sono spesso la scelta ingegneristica migliore.
La domanda giusta non è "La lucidatura a specchio è migliore?", ma "Questo progetto ottiene un valore funzionale reale sufficiente dalla lucidatura a specchio per giustificarla?". Una volta valutati insieme visibilità, ambiente, igiene e manutenzione, la risposta diventa di solito molto più chiara.