A HTAN é um dos principais fabricantes de dobradiças, pegas e fechos industriais na China.


Dobradiça industrial as falhas manifestam-se normalmente como queda da porta, corrosão, e fratura por fadiga. Embora as dobradiças representem uma pequena percentagem da lista de materiais (BOM), a sua avaria provoca muitas vezes aumentos significativos de Custo total de propriedade (TCO) devido a inatividade não planeada e Proteção contra ingresso (IP) falha. Ao adotar ANSI/BHMA A156.1 (Ciclo de vida), ISO 9223 (Classificação Ambiental), e ISO 16047 (Torque Verification) como referências de aceitação, as empresas podem mitigar eficazmente os riscos de entrega no terreno. Este documento visa fornecer um quadro normalizado para o controlo de riscos.
Enquadramento do risco na contratação pública
As falhas nas dobradiças são frequentemente latentes e progressivas. Ao nível do aprovisionamento e da entrega, estas questões técnicas traduzem-se em três categorias de riscos explícitos:
- Riscos de segurança e conformidade
- A flacidez da porta provoca uma tensão anormal nas estruturas mecânicas, aumentando o risco de descolamento.
- O afrouxamento dos fixadores resulta na falha da proteção do equipamento, tornando impossível satisfazer as estratégias de interbloqueio de segurança estabelecidas.
- Riscos de funcionalidade e proteção
- Alterações na compressão da vedação levam à não conformidade com as classificações IP (resistência ao pó/à água).
- A entrada de poeira ou humidade no armário ameaça diretamente a fiabilidade dos componentes eléctricos (PLCs/VFDs).
- Riscos de entrega e manutenção
- O aumento da resistência à abertura tem um grande impacto na experiência operacional do utilizador final.
- Os defeitos estéticos do lote causados pela propagação da ferrugem são uma das principais razões para a não aceitação do projeto.
Modos de falha do núcleo e diagnóstico no terreno
Esta secção está estruturada em torno da lógica de "Fenómeno → Causa → Entrada → Aceitação," facilitando a aplicação direta em auditorias de fornecedores e no controlo de qualidade de entrada (IQC).
Deslizamento e desgaste da porta
- Fenómeno: Folgas irregulares nas portas; dificuldade de alinhamento do trinco; aumento da folga na articulação da dobradiça acompanhada de ruído de fricção.
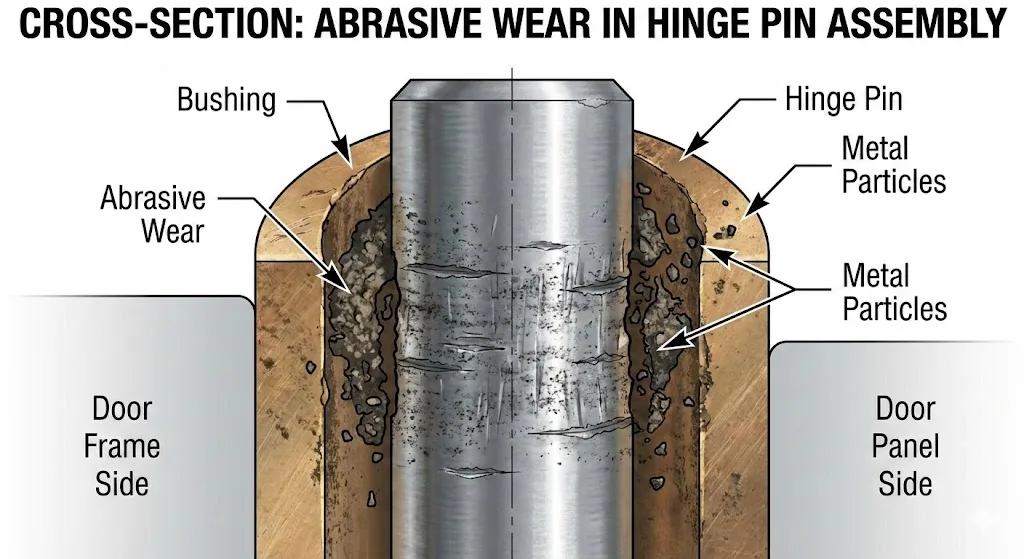
- Causas comuns: Desgaste cumulativo da cavilha e do casquilho em condições cíclicas; desgaste abrasivo causado por poeiras que entram no par de fricção; falha na seleção para ter em conta o binário de carga dinâmica.
- Entradas de aquisição (Specs):
- Vida do alvo: Definir a contagem de ciclos (por exemplo, 20.000 ciclos).
- Condições de funcionamento: Poeira, Exterior, Lavagem, Diferencial de temperatura.
- Dados de carga: Peso da porta, largura da porta, desvio do centro de gravidade (CG) (utilizado para o cálculo do binário).
- Pontos de aceitação:
- IQC: Consistência das dimensões de encaixe das chaves e folga de montagem.
- Verificação: Efetuar ensaios de amostragem de durabilidade com base em ANSI/BHMA A156.1 ou PT 1935.
Corrosão e apreensão

- Fenómeno: Aumento contínuo da resistência à abertura; propagação da ferrugem da zona dos pinos para as folhas; formação de bolhas e descamação do revestimento.
- Causas comuns: Classificação ambiental insuficiente (por exemplo, utilização de revestimentos normalizados em ambientes com névoa salina/cloro); falta de manutenção; corrosão galvânica.
- Entradas de aquisição (Specs):
- Classificação ambiental: Referência ISO 9223 para definir as categorias de corrosividade atmosférica (C3/C4/C5).
- Norma de verificação: Especificar ISO 9227 métodos de ensaio de pulverização de sal e critérios de aceitação (Nota: A pulverização de sal é apenas para o rastreio do processo).
- Pontos de aceitação:
- IQC: Integridade da cobertura do revestimento, especialmente nos bordos e orifícios.
- Rastreabilidade: Para ambientes de elevada corrosão, exigir a certificação do tipo de material e registos do processo de tratamento de superfície.
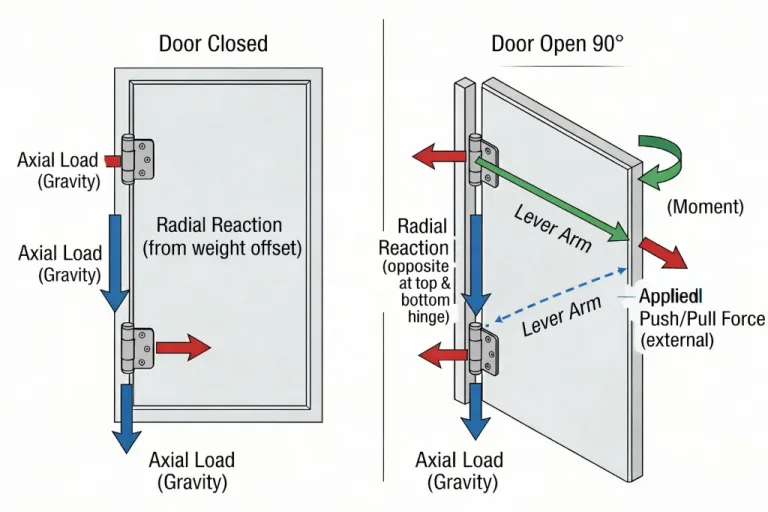
Fratura por fadiga
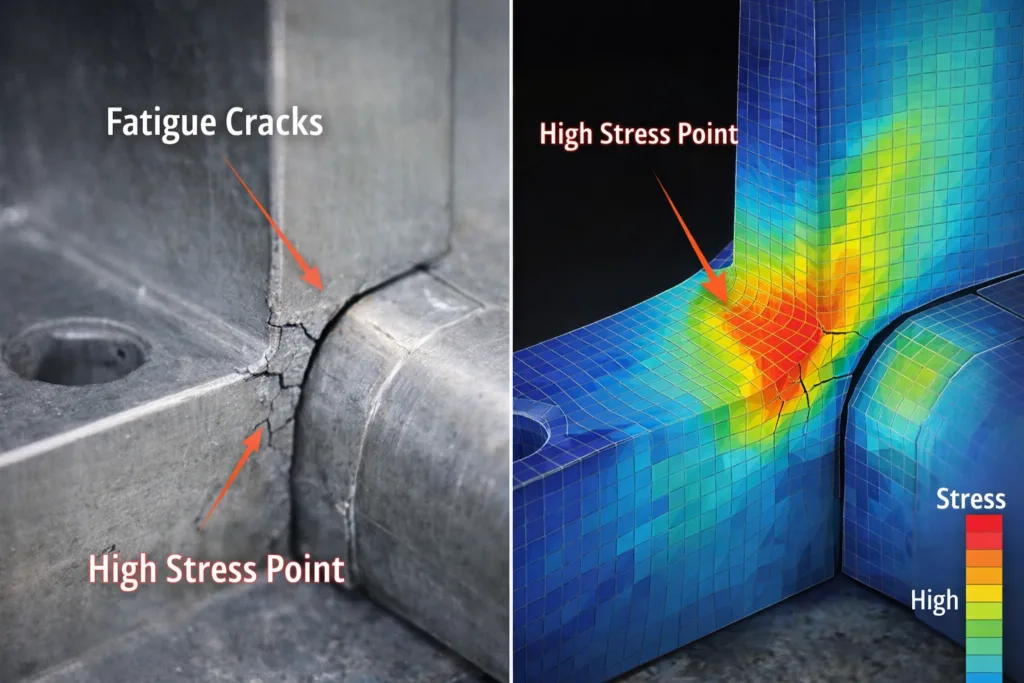
- Fenómeno: Aparecimento de microfissuras nos orifícios de montagem/raízes de dobragem; fratura súbita sob choque extremo.
- Causas comuns: Binário de carga excêntrico excessivo; deslocamento do centro de gravidade devido à pós-instalação dos acessórios da porta; rigidez insuficiente da superfície de montagem.
- Entradas de aquisição (Specs):
- Definição de binário: $Torque (M) = Peso da porta (W) \times Distância CG (d)$.
- Fator de segurança: Clarificar os pressupostos de cálculo da carga e as margens de segurança.
- Pontos de aceitação:
- IQC: Sem microfissuras ou rebarbas nas curvas de estampagem.
- Verificação: As amostras do primeiro artigo devem ser submetidas a ensaios de simulação de carga total.
Limites e aplicabilidade da seleção de materiais
O cerne da seleção de materiais reside na "correspondência de condições" e não no custo puro.
| Solução material | Custo relativo | Limite de corrosão | Cenários de aplicação típicos | Foco na aquisição |
| Zinco fundido sob pressão (Revestido) | Baixa-Med | Depende do revestimento | Armários de interior, caixas para instrumentos | Aceitação da aderência e integridade do revestimento |
| Aço carbono (revestido) | Baixa | Depende do tratamento da superfície | Portas resistentes, Máquinas de construção | Proteção contra a ferrugem dos bordos e espessura do revestimento |
| Aço inoxidável 304 | Médio-Alto | Resistência geral à corrosão | Exterior, zonas sem contacto com alimentos | Avaliação de riscos necessária para ambientes com elevado teor de cloreto |
| Aço inoxidável 316 | Elevado | Forte resistência à corrosão | Costeiro, Químico, Médico | Avaliar o custo com base no TCO |
Falhas comuns de instalação e controlos
Aproximadamente 30% das falhas têm origem numa instalação incorrecta. Esclarecer os pré-requisitos de instalação é fundamental para definir a responsabilidade.
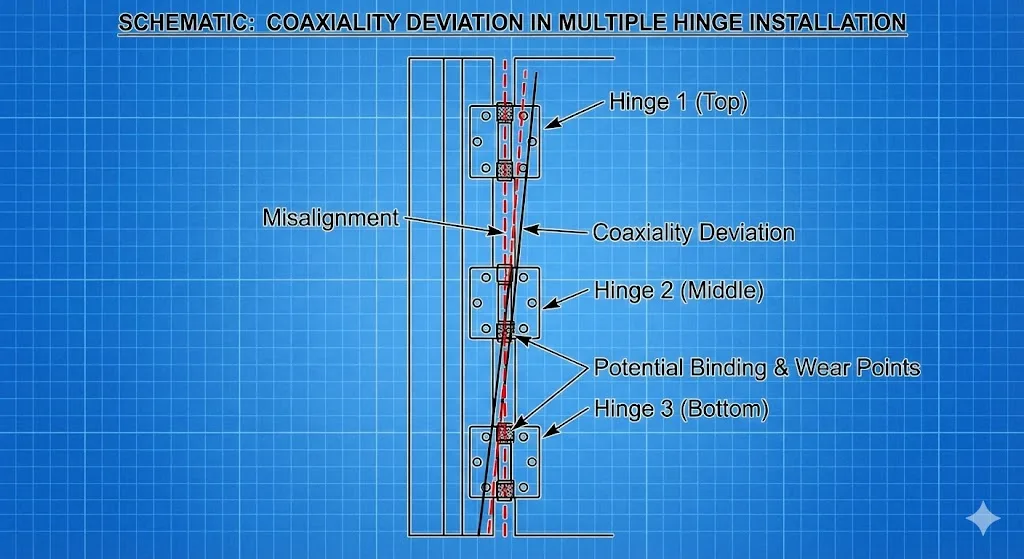
- Desvio de coaxialidade: O desalinhamento dos eixos das dobradiças em configurações com várias dobradiças leva a picos de binário e a desgaste prematuro.
- Controlo: Os PON de montagem devem incluir etapas de calibração da coaxialidade (por exemplo, utilizando gabaritos).
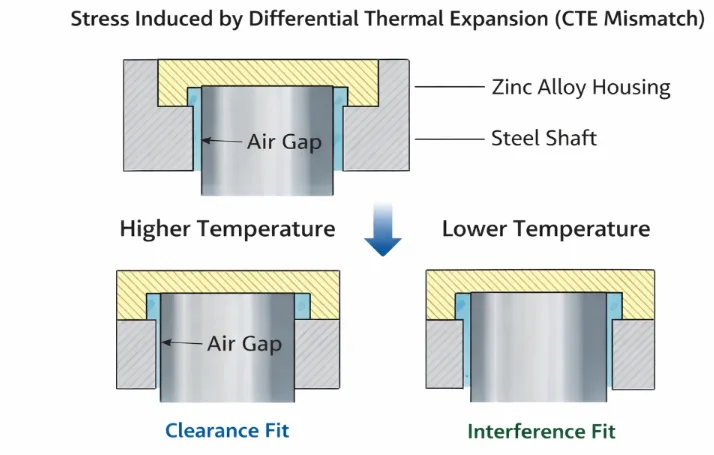
- Distorção térmica da soldadura: As temperaturas de soldadura elevadas provocam deformações estruturais internas ou falhas no lubrificante.
- Controlo: Limitar a entrada de calor ou adotar uma estrutura de pinos destacáveis do tipo "soldar e montar".
- Binário não controlado: Um binário de aperto excessivo leva a que as roscas se soltem; um binário de aperto insuficiente leva a que se soltem.
- Controlo: O PON deve especificar os valores de binário, recomendando a referência a ISO 16047.
Modelo de avaliação do TCO
As decisões de aquisição devem basear-se nos custos do ciclo de vida completo e não nos preços unitários de um único componente.
- Modelo de cálculo: $TCO = Custo de aquisição + (Taxa de falha \times Custo por incidente de falha única)$
- Itens de custo de incidentes de falha:
- Perdas de tempo de inatividade (interrupção da produção).
- Viagens e mão de obra do serviço no terreno (especialmente para projectos no estrangeiro).
- Logística e tarifas de peças sobressalentes.
- Perda de confiança dos clientes (activos incorpóreos).
- Conclusão: Fixar o ciclo de vida e as métricas ambientais através do RFQ na fase inicial é o meio mais eficaz de reduzir o TCO.
Cláusulas de aceitação de aquisições normalizadas
Recomenda-se a incorporação das seguintes cláusulas diretamente no anexo técnico do RFQ (Request for Quotation) ou nas condições da PO (Purchase Order):
1. Requisitos de durabilidade
"Os produtos entregues pelo fornecedor devem cumprir os parâmetros de ciclo de vida especificados. Salvo indicação em contrário, a verificação da durabilidade deve ser efectuada em conformidade com ANSI/BHMA A156.1 ou PT 1935 normas. O fornecedor deve fornecer relatórios de ensaio com métodos de carregamento, quantidades de amostras e resultados de aprovação/reprovação durante a fase PPAP."
2. Adaptabilidade ambiental e proteção contra a corrosão
"Os produtos devem cumprir a categoria de corrosividade ambiental [Inserir nível, por exemplo, C3], tal como definido por ISO 9223. A verificação da proteção contra a corrosão deve ser executada de acordo com ISO 9227 ensaios de projeção salina, com limites de aceitação claros definidos para a formação de bolhas e a área de ferrugem. Quando se trata de proteção IP, a estrutura deve coordenar-se com o sistema para cumprir IEC 60529 requisitos".
3. Instalação e assistência técnica
"O fornecedor deve fornecer diretrizes de instalação normalizadas, que devem incluir tolerâncias de posição dos furos, requisitos de planicidade da superfície de montagem, binários de aperto recomendados (referenciando ISO 16047), e recomendações para o controlo da coaxialidade de várias dobradiças".
FAQ
Q1: As dobradiças industriais podem ser verdadeiramente "isentas de manutenção"?
R: Ao adotar casquilhos autolubrificantes ou estruturas de rolamentos seladas, a frequência de manutenção pode ser significativamente reduzida. No entanto, em condições extremas, tais como pó elevado, ciclos de alta frequência ou lavagens com produtos químicos, as dobradiças têm de ser incluídas no Plano de Manutenção Preventiva (PM) periódico.
Q2: Como é que defino o limite de seleção entre SUS304 e SUS316?
R: A base principal é a concentração de meios corrosivos. Em ambientes a menos de 5 km da costa, ou onde estão presentes elevados iões de cloreto ou salpicos de produtos químicos, deve ser selecionado o SUS316. Para ambientes externos ou internos em geral, o SUS304 oferece uma melhor relação custo-benefício.
Q3: Qual é a fiabilidade dos produtos de zinco fundido sob pressão?
R: Em ambientes interiores e de baixa corrosão, o zinco fundido sob pressão associado a tratamentos de superfície maduros (como a eletroforese/revestimento em pó) satisfaz a grande maioria das necessidades de aplicação. A chave reside na execução rigorosa da verificação da consistência do sistema de revestimento (ISO 9227).

-768x768-1.png)