A HTAN é um dos principais fabricantes de dobradiças, pegas e fechos industriais na China.


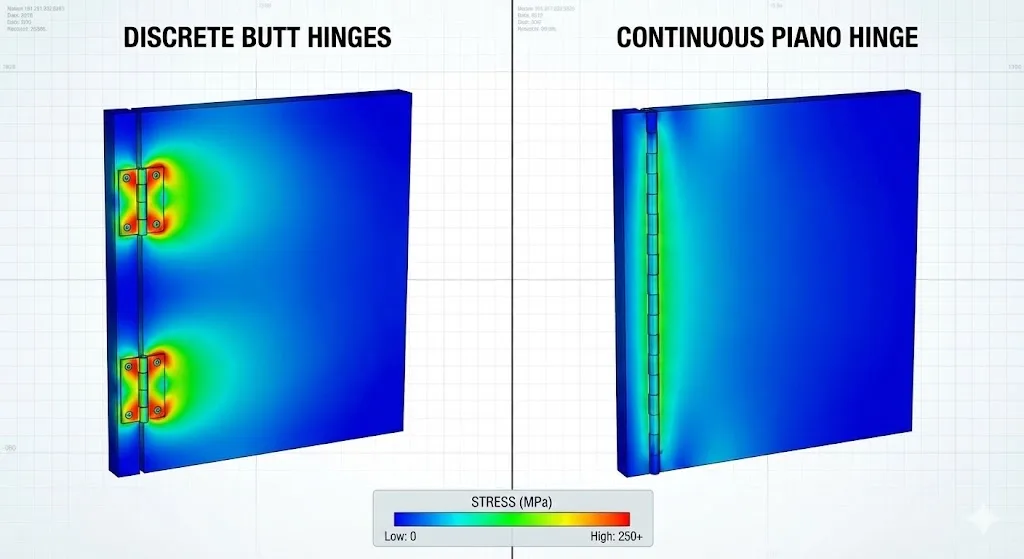
Dobradiças contínuasAs dobradiças de piano, normalmente referidas como dobradiças de piano, fornecem um método fiável para distribuir a carga ao longo de todo o comprimento de uma porta de armário metálico. Quando cortadas, posicionadas e fixadas corretamente, melhoram a estabilidade do alinhamento da porta, reduzem a tensão localizada nos pontos de montagem e suportam um desempenho de vedação repetível.
Este guia detalha os procedimentos técnicos para cortar e instalar estes componentes para suportar a integridade estrutural, o controlo do alinhamento e o alinhamento com as expectativas comuns de validação industrial.
Definições fundamentais e referências do sector
A Dobradiça contínua é uma dobradiça de alta relação de aspeto que consiste em duas folhas unidas por um pino central. Ao contrário das dobradiças de topo discretas, reduz o risco de queda da porta, distribuindo o apoio ao longo de todo o comprimento da dobradiça.
Indicadores-chave de desempenho (KPIs)
Os seguintes KPIs servem como indicadores de engenharia para revisões de projeto e aceitação da produção:
- Distribuição da carga (Indicador): Uma métrica de comparação prática é o peso da porta por comprimento da dobradiça (kg/m) e o espaçamento dos fixadores (mm).
- Retenção de pinos: A capacidade da cavilha central para se manter estacionária sob vibração e abertura cíclica. Esta capacidade é influenciada pelo tratamento da extremidade do pino (estancamento/crimpagem).
- Jogo lateral: O movimento horizontal máximo permitido entre as folhas. Para armários industriais que exigem uma revelação consistente, a folga lateral é normalmente limitada a < 0,5 mm.
Normas do sector
- ASTM A240: Especificação normalizada para o aço inoxidável ao crómio e ao crómio-níquel.
- ISO 9227: Ensaios de corrosão em atmosferas artificiais (Ensaios de projeção salina).
- PT 1935: Requisitos e métodos de ensaio das dobradiças de eixo único. Os fabricantes complementam frequentemente este processo com ensaios de ciclo interno e ensaios de vibração.
Seleção de materiais e especificações técnicas
A seleção do material deve ter em conta a resistência à corrosão, a relação resistência/peso e compatibilidade galvânica com o substrato do invólucro.
| Material | Grau padrão | Resistência à corrosão | Relação força/peso | Melhor caso de utilização |
| Aço inoxidável 304 | ASTM A240 | Elevado | Moderado | Interior/Indústria geral |
| Aço inoxidável 316 | ASTM A240 | Superior | Moderado | Processamento marinho/químico |
| Alumínio | 6063-T5 | Moderado | Elevado | Eletrónica leve |
| Aço galvanizado | EN 10346 | Baixa/Moderada | Baixa | Caixas de utilidades sensíveis ao custo |
Preparação matemática e margens térmicas
Antes do corte, são necessários cálculos precisos para ter em conta a folga, a espessura do revestimento e a expansão térmica.
Fórmula da folga de base
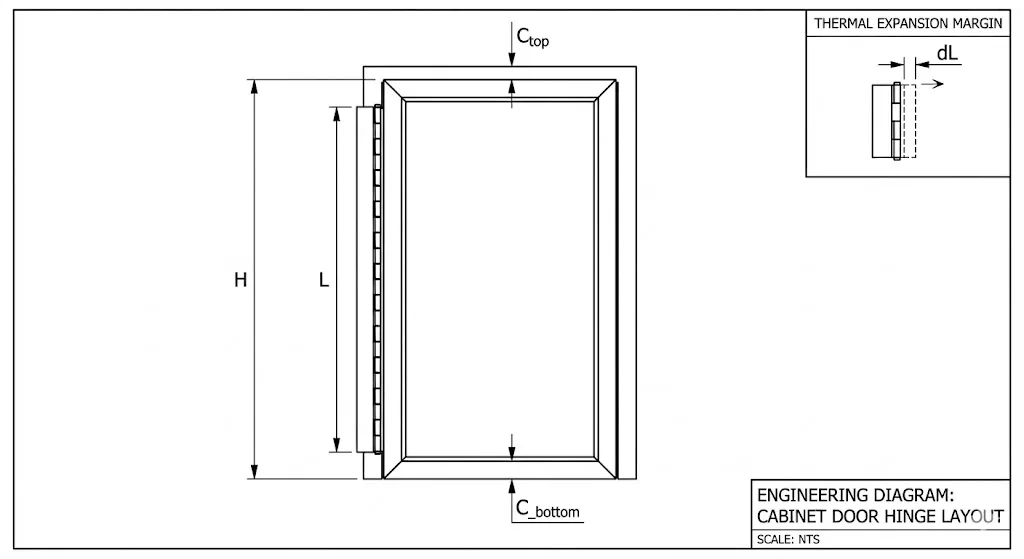
L = H - (C_top + C_bottom)
- L: Comprimento final da dobradiça.
- H: Altura total da abertura da porta do compartimento.
- C_top/C_bottom: Folga superior/inferior necessária (normalmente 1,0 mm - 2,0 mm).
Considerações sobre a expansão térmica
Consideração sobre a expansão térmica Se o armário funcionar com variações extremas de temperatura, inclua uma margem térmica (M) para ter em conta a coeficientes de expansão linear dos materiais utilizados.
Expansão térmica (dL) = H x alfa x dT
- alfa (aço): aprox. 12e-6 / grau C
- alfa (alumínio): aprox. 23e-6 / grau C
- dT: Variação da temperatura de funcionamento (graus C)
- Comprimento ajustado: L_final = H - (C_topo + C_base) - (0,5 x dL)
Execução passo a passo
Passo 1: Corte de precisão e controlo da contaminação
- Processo: Utilizar uma serra a frio ou uma rebarbadora com um disco de inox ultra-fino de 1 mm.
- Estabilização: Feche completamente a dobradiça antes de cortar para estabilizar o pino.
- Gestão do calor: Evitar o calor excessivo, que provoca o "azulamento" (coloração pelo calor). A coloração térmica reduz a resistência à corrosão no bordo de corte.
- Contaminação: Se trabalhar perto de componentes eléctricos, isole a área. As limalhas metálicas podem criar curto-circuitos.
Passo 2: Rebarbagem e tratamento de arestas
- Processamento mecânico: Utilize uma lima de dentes finos ou uma ferramenta de rebarbação para obter um ligeiro raio (aprox. 0,5 mm).
- Passivação: No caso do aço inoxidável, aplicar uma solução de passivação para restaurar a camada protetora de óxido de crómio depois de remover a coloração térmica.
- Retenção de pinos: Efetuar a fixação ou cravação nas extremidades das dobradiças para evitar a migração das cavilhas.
Passo 3: Perfuração e espaçamento dos parafusos
- Exatidão: Utilizar um Punção central para marcar o centro de cada furo. Se não o fizer, aumenta o desgaste da broca.
- Perfuração: Utilizar baixas RPM e fluido de corte para aço inoxidável para evitar o endurecimento por trabalho.
- Espaçamento Linha de base:
- Industrial geral: Espaçamento de 75 mm a 100 mm.
- Serviço pesado/alto ciclo: Espaçamento de 50mm a 75mm.
Passo 4: Montagem e bloqueio do binário
- Sequência: Fixe primeiro os fixadores superiores e inferiores para estabelecer o alinhamento de referência e, em seguida, trabalhe do centro para fora.
- Hardware: Utilizar parafusos de máquina M5 ou M6 ou rebites estruturais (ISO 15977).
- Anti-vibração: Aplique um composto de bloqueio de roscas para reduzir a diminuição do binário durante os ciclos de funcionamento.
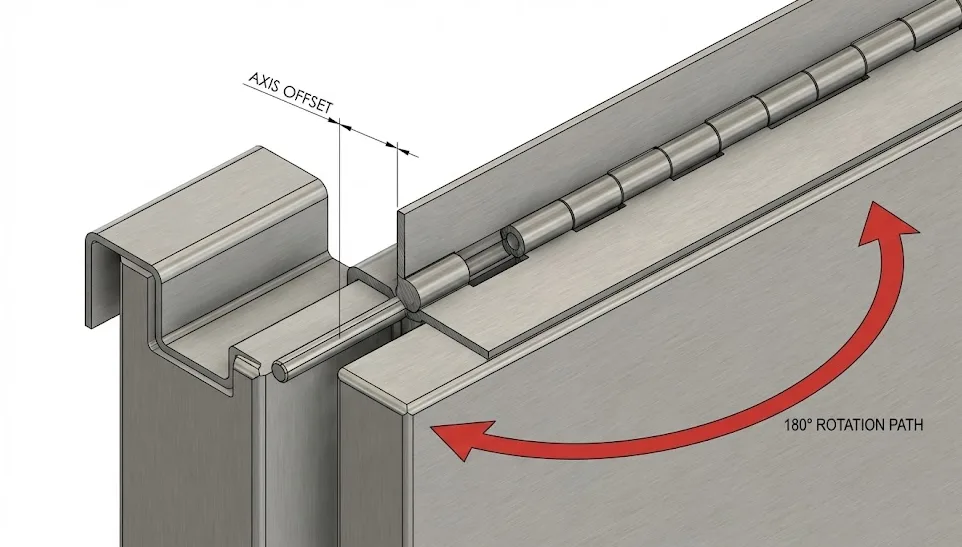
- Desvio do eixo: Assegurar que o eixo da dobradiça está suficientemente afastado dos flanges de retorno para evitar o "retorno de mola" durante o fecho.
Análise comparativa: Melhores Práticas vs. Métodos Substandard
| Caraterística | Melhores práticas do sector | Método não conforme | Impacto do insucesso |
| Corte | Serra a frio com líquido de refrigeração | Serra abrasiva (calor elevado) | Tonalidade térmica, ferrugem localizada |
| Marcação de furos | Punção central e modelo | Perfuração à mão livre | Desalinhamento da porta, encravamento |
| Rebarbagem | Rebarbação mecânica + Passivação | Esquerda como corte | Risco de lesões, danos nos selos |
| Fixação | Rebites estruturais/Parafusos de máquina | Parafusos para madeira / Soldadura por pontos | Cisalhamento de parafusos, manutenção deficiente |
Análise do modo de falha e dos efeitos (FMEA)
| Modo de falha potencial | Causa potencial | Efeito potencial | Estratégia de atenuação |
| Migração de pinos | Falta de estacas/crimpagem | Falha na dobradiça; separação da porta | Estacar/crimpar os nós dos dedos após o corte. |
| Encadernação com dobradiça | Desalinhamento; desvio insuficiente | Força excessiva; retorno elástico | Perfuração de modelos; verificar a distância entre eixos. |
| Corrosão galvânica | Metais dissimilares | Degradação das articulações; convulsão | Utilizar barreiras dieléctricas/anilhas de nylon. |
| Decaimento do binário | Vibraçãofluência do material | Fixadores soltos; desvio de alinhamento | Porcas de bloqueio; composto de bloqueio de rosca. |
Testes de fiabilidade e critérios de aceitação
- Teste de balanço: A porta roda em toda a gama (180/270 graus) sem fricção audível ou interferência da folha.
- Verificação de alinhamento: A abertura (intervalo entre a porta e o caixilho) deve ser constante, com uma tolerância de +/- 0,5 mm.
- Teste de carga: Aplicar a carga nominal máxima; a deflexão do bordo exterior não deve exceder 1% da largura da porta.
- ISO 9227: Verificar a resistência à corrosão dos bordos cortados através da exposição à névoa salina durante o tempo necessário.
Lista de controlo da instalação final
- [ ] Grau do material verificado (304/316/Al/Galvanizado).
- [ ] Dobradiça cortada à medida com uma tolerância de +/- 0,5 mm.
- [As arestas cortadas foram rebarbadas, a coloração térmica foi removida e passivada.
- [As extremidades dos pinos são cravadas/estanhadas para evitar a migração.
- [O espaçamento dos parafusos corresponde à classe de serviço (50-100 mm).
- [Desvio do eixo verificado para evitar a interferência da flange.
- [Todas as aparas metálicas/detritos removidos do interior do compartimento.
FAQ: Resolução de problemas técnicos
P1: Posso cortar uma dobradiça contínua depois de já estar instalada?
R: Não recomendado. Isto introduz aparas de metal nos componentes eléctricos e pode danificar o revestimento do armário. Processar sempre a dobradiça antes da montagem.
P2: Como é que evito a ferrugem nos rebordos cortados de uma dobradiça de aço inoxidável?
R: Polir mecanicamente o bordo para remover a coloração térmica e aplicar um produto químico de passivação. Isto restaura a camada protetora de óxido de crómio.
P3: O que devo fazer se o pino da dobradiça começar a deslizar para fora após o corte?
R: Perfurar ou cravar a extremidade da última junta com um martelo e um punção central para criar um fecho mecânico.
P4: É melhor soldar ou aparafusar uma dobradiça contínua numa caixa metálica?
R: Os fixadores mecânicos são preferidos para controlo do alinhamento e facilidade de manutenção. A soldadura aumenta o risco de distorção por calor e complica a reparação.
P5: Qual é o peso máximo que uma dobradiça de piano com 2 polegadas de largura pode suportar?
R: Não existe um valor universal. A capacidade depende do diâmetro do pino, da espessura da folha, do espaçamento dos fixadores e da rigidez do substrato. Verifique sempre com um teste de deflexão na estrutura real.
Q6: Porque é que a minha porta "salta" ligeiramente para trás quando a tento fechar?
R: Trata-se, normalmente, de "encravamento da dobradiça" provocado por um desvio insuficiente do eixo da flange de retorno ou por fixadores que não estão assentes de forma nivelada.

Anson Li
文章: 576ARTIGOS RELACIONADOS

Melhores puxadores de portas de armários Fornecedores por atacado Seu guia definitivo

Fechos de compressão no sector automóvel: Um componente essencial para segurança e durabilidade

Pega de encastrar rotativa: Definição, vantagens e cenários de aplicação

Dobradiças ocultas em armários de rede: Uma solução para maior eficiência e estética

Pegas para armários eléctricos em aço inoxidável Principais requisitos e soluções








