HTAN является одним из ведущих производителей промышленных петель, ручек и защелок в Китае.


Состояние поверхности промышленная петля из нержавеющей стали влияет на коррозионную стойкость, очистку и уход, трение и износ, а также на эстетическое соответствие.
Зеркальная полировка подходит не для каждого проекта.
В качестве переменных для принятия решения используйте класс коррозии, уровень гигиены, требования к видимости, бюджет и возможность технического обслуживания.
Что такое зеркальная полировка?
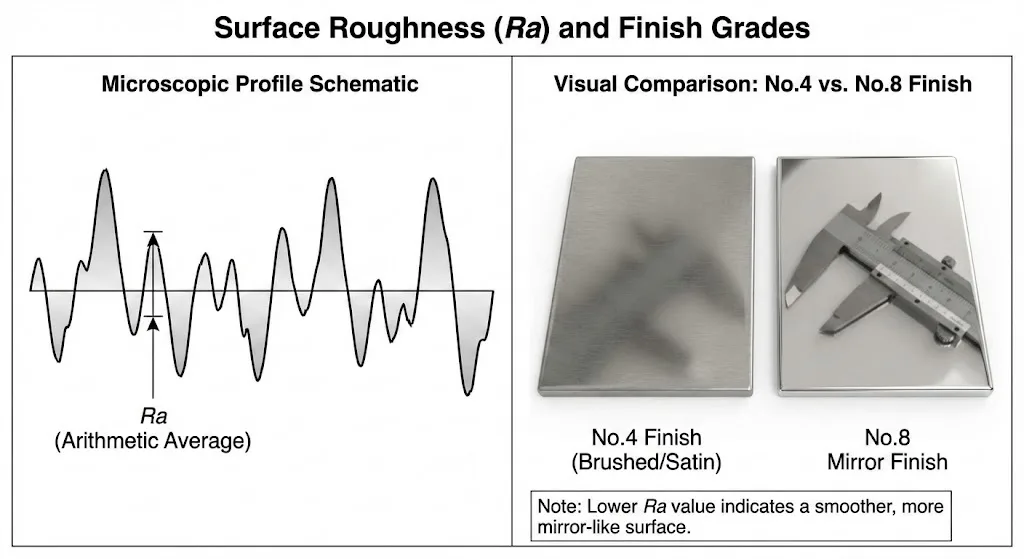
Зеркальная полировка обычно соответствует №8 (8K) в системах оценки качества поверхности нержавеющей стали.
Процесс нацелен на очень низкую шероховатость поверхности, и инженеры используют Ra (среднюю арифметическую шероховатость) в качестве ключевого показателя.
Команды принимают зеркальную отделку по измеренному Ra, а не по визуальной "яркости".
Зеркальная полировка в системе стандартов (техническая поддержка)
Определения класса поверхности ASTM / EN
ASTM A480 Описаны классификации обработки поверхности листов из нержавеющей стали, в том числе №8 для зеркальной отделки.
EN 10088-2 использует аналогичную символическую систему для определения состояния поверхности и требований к доставке.
Эти стандарты превращают "зеркальную чистоту" в проверяемое требование с четкими определениями.
Пределы гигиенической шероховатости в мировой практике
Оборудование для пищевой и фармацевтической промышленности часто включает в себя четкие ограничения по шероховатости в спецификациях проектов.
EHEDG В гигиеническом дизайне особое внимание уделяется чистоте и низкой шероховатости поверхности.
В документах о закупках часто указывается максимальное значение Ra и требуются определенные методы проверки.
Методы классификации коррозионных сред
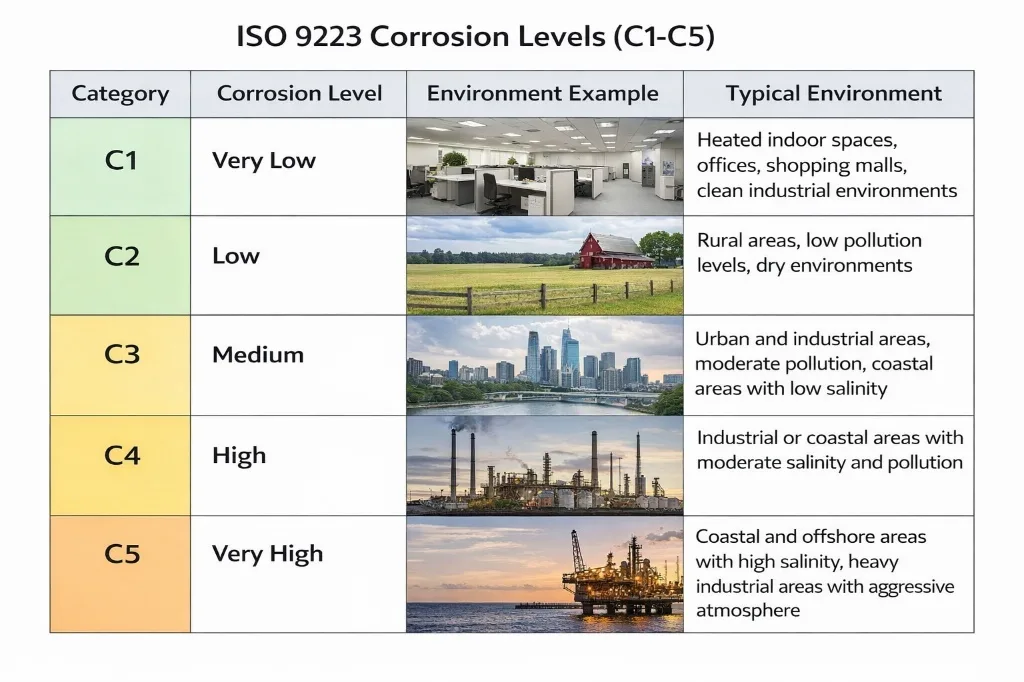
ISO 9223 определяет категории коррозионной активности атмосферы, такие как C1 - C5.
Он помогает командам преобразовать такие термины, как "крытый", "прибрежный" или "химическая зона", в количественные показатели коррозионного риска.
При повышении уровня коррозионной активности обработка поверхности становится все более важной.
Основные эффекты зеркальной полировки петель 304 / 316
Коррозионная стойкость: более низкие питтинговые триггеры, те же пределы сплава

Зеркальная полировка уменьшает микроскопические канавки и ямки, снижая уровень удержания хлоридов и вероятность возникновения питтингов. Однако обработка поверхности - это вторичная защита. Согласно SSINA (Специальная сталелитейная промышленность Северной Америки)В среде с высоким содержанием хлоридов химический состав материала остается главным фактором; выбор нержавеющая сталь 316 является обязательным первым шагом перед нанесением зеркального покрытия, чтобы свести к минимуму риск появления точечной коррозии.
Уборка и уход: более гладкие поверхности способствуют предсказуемой очистке
Более гладкие поверхности снижают прилипание загрязнений и упрощают проверку правильности очистки.
В проектах для пищевой, фармацевтической промышленности и чистых помещений часто используется зеркальная полировка или электрополировка для уменьшения микропор и остатков.
Проектные группы должны включать требования к Ra и пассивации в спецификации на закупку, когда речь идет о гигиенической валидации.
Трение и износ: полировка помогает, но дизайн доминирует
Износ шарниров зависит от материалов контактов, нагрузки, стратегии смазки и допусков.
Зеркальная полировка позволяет снизить пиковое трение на поверхности.
Для продления срока службы инженерам по-прежнему необходимы правильные материалы штифтов, целевые значения твердости и совместимость со смазочными материалами.
Эстетическое единство: лучший внешний вид, более высокий уровень обслуживания
На зеркальных поверхностях лучше видны царапины, отпечатки пальцев и разводы от чистящих средств.
Сценарии с большим количеством прикосновений или ударов увеличивают потребность в очистке и доработке.
Невидимые петли редко оправдывают дополнительные эстетические затраты.
Почему многие промышленные объекты избегают зеркальной полировки
Стоимость: больше этапов, больше времени, больше вариаций
Зеркальная полировка требует нескольких этапов шлифовки и полировки.
Сложная геометрия шарниров затрудняет последовательную обработку углов, радиусов и отверстий.
Когда результаты работы остаются неясными, стоимость редко поддерживает процесс.
Уход: зеркальные покрытия требуют постоянной чистки и борьбы с царапинами
Царапины повышают локальную шероховатость и ухудшают как внешний вид, так и коррозионную стойкость.
Многие фабрики не поддерживают долгосрочный уход за зеркалами.
При отсутствии определенного протокола обслуживания характеристики зеркального покрытия меняются с течением времени.
Блики и отражения: зеркальные поверхности создают риск в некоторых видах оборудования
Поверхности с высокой отражающей способностью могут нарушить визуальный комфорт человека и работу датчиков.
Кабины операторов, оптические системы и оборудование для наблюдения часто избегают зеркальной отделки.
В проектах, относящихся к этим категориям, обычно используются покрытия с низким коэффициентом отражения, при этом контролируется шероховатость для сохранения коррозионной стойкости.
Градация по сценарию применения: Когда зеркальная отделка имеет смысл
Класс A: пищевая промышленность, фармацевтика, оборудование для чистых помещений (рекомендуем)
Упор на гигиенический дизайн и контроль шероховатости.
Запишите в техническом соглашении пределы Ra, места контроля, процесс пассивации и записи о приемке.
Используйте принципы EHEDG и согласуйте их с внутренними рабочими процессами проверки очистки.
Класс B: использование на открытом воздухе в морских условиях и при высокой концентрации солевых брызг (рекомендуется 316 + высокая степень отделки + пассивация)
Начните с ISO 9223, чтобы определить класс коррозии в окружающей среде.
В зонах с высокой степенью обработки 316 имеет явное преимущество по материалу, а высокая степень отделки снижает количество питтингов.
Используйте стандарты проверки солевого тумана, например, системы нейтрального солевого тумана, для подтверждения решений о выборе.
Класс C: Стандартные внутренние шкафы и электрические корпуса (обычно не требуются)
В сухих помещениях часто хорошо работает матовое покрытие 304 или 2B + пассивация.
В соответствии со стандартной промышленной практикой для среды класса C зеркальная полировка указывается как эстетическое усовершенствование, а не как требование функциональной долговечности. Бюджетные проекты и скрытые петли обычно предпочитают матовые или пассивированные отделки.
Класс D: Инженерное оборудование и тяжелые условия эксплуатации на открытом воздухе (не рекомендуется)
В таких условиях возникает опасность ударов, воздействия абразивного песка и грязи, а также попадания загрязнений.
На зеркальных поверхностях быстро появляются царапины, что приводит к увеличению объема работ по обслуживанию.
Команды обычно выбирают долговечную отделку и вкладывают больше усилий в конструкцию и герметизацию.
Альтернативы зеркальной полировке

Матовое покрытие (обычно №4 / #4)
Этот вариант подходит для большинства открытых частей промышленного оборудования.
Он хорошо контролирует визуальную однородность и скрывает мелкие царапины лучше, чем зеркальная отделка.
Кроме того, она обходится дешевле, чем зеркальная полировка, и при этом позволяет сбалансировать внешний вид и уход.
Травление + пассивация (обычно соответствует ASTM A380 / ASTM A967)
Этот вариант подходит для сварных и механически обработанных деталей и проектов, в которых приоритетом является коррозионная стойкость.
Удаляет загрязнения и свободное железо и помогает восстановить стабильную пассивную пленку.
Он дает матовый внешний вид, меньшую декоративность, но высокую инженерную прочность.
Вибрационная обработка (снятие заусенцев и придание однородного вида)
Эта опция предназначена для обработки небольших деталей в больших объемах и ориентирована на удаление заусенцев и защиту кромок.
Она обеспечивает ограниченное улучшение шероховатости по сравнению с зеркальной полировкой.
В проектах его часто сочетают с пассивацией или дополнительной полировкой, когда требуется более низкое Ra.
Пескоструйная обработка / дробеструйная обработка (поверхность с низким коэффициентом отражения)
Эта опция уменьшает отражения и создает равномерный матовый вид.
Дробеструйная обработка изменяет состояние поверхности, поэтому для восстановления коррозионной устойчивости необходимо добавить пассивацию.
В условиях сильной коррозии требуется жесткий контроль шероховатости, чтобы избежать снижения производительности.
Рабочий процесс принятия инженерных решений (Actionable)
Шаг 1: Определите класс коррозии по стандарту ISO 9223
Преобразуйте описание среды в оценку коррозии.
Более высокие марки требуют более строгого контроля как при выборе материала, так и при обработке поверхности.
В зонах с высоким содержанием золота часто применяется технология 316 плюс обработка поверхности с высокой степенью чистоты.
Шаг 2: Подтверждение требований к гигиене и валидации очистки
Проекты в пищевой промышленности, фармацевтике и чистых помещениях требуют определенных целей по шероховатости и методов контроля.
Добавьте метрики Ra и укажите места измерений.
Включите требования по валидации очистки, если проект требует формальной проверки.
Шаг 3: Определите видимые и высокочастотные контактные петли
На видимых и высокопрочных петлях легче заметить отпечатки пальцев и царапины.
Зеркальная отделка требует соблюдения технологического процесса, соответствующего условиям эксплуатации.
Скрытые петли редко получают достаточную ценность от зеркальной отделки.
Шаг 4: рассматривайте полировку и пассивацию как единый комплекс
Механическая полировка может привести к образованию остатков и загрязнений.
Используйте ASTM A967 или эквивалентный метод для определения требований к пассивации и контрольной документации.
Если поставщик не может контролировать процесс или предоставлять отчеты, выберите более низкий класс поверхности или другое решение.
Шаг 5: Проверяйте тестированием, а не внешним видом образца
Испытания дают более весомые доказательства, чем визуальный осмотр.
Используйте соляной туман или сравнительные испытания с имитацией среды и ведите учет проверок критических деталей.
Включите в оценку шероховатость, чистоту и коррозионную активность поверхности.
Заключение: Нужна ли петле зеркальная полировка?
Зеркальная полировка подходит для работы в условиях высокой коррозии и высокой чистоты, а также для видимых деталей со строгими эстетическими требованиями.
В стандартных промышленных условиях внутри помещений срок службы и стоимость часто определяются матовыми покрытиями или пассивацией.
Решение зависит от экологического класса, потребностей в гигиенической проверке, возможности технического обслуживания и общей стоимости жизненного цикла.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Вопрос 1: Почему после зеркальной полировки появляются пятна ржавчины?
Загрязнение железом или остатки полировки часто становятся причиной появления таких пятен.
Убедитесь, что поставщик выполнил очистку и пассивацию в соответствии с ASTM A967.
Высокое воздействие хлоридов все еще может вызвать точечную коррозию, особенно на 304.
Вопрос 2: Как выбрать между зеркальной полировкой и электрополировкой?
Используйте механическую зеркальную полировку для простых геометрических форм, требующих особого внешнего вида.
Используйте электрополировку для обработки сложных форм и внутренних поверхностей, например, отверстий для штифтов.
Во многих проектах для получения надежных результатов используется предварительная механическая полировка, электрополировка и пассивация.
Вопрос 3: Нужна ли пассивация после зеркальной полировки?
Да. Пассивация стабилизирует химический состав поверхности и улучшает коррозионную стойкость.
Пропуск пассивации повышает риск появления ржавчины, обесцвечивания и нестабильной работы.
Используйте ASTM A967 или ASTM A380 для определения процесса и документации.
Вопрос 4: Какую гигиеническую шероховатость я должен указать и как ее проверить?
Определите максимальное значение Ra в техническом задании и укажите точки измерения.
Проекты в области пищевой и фармацевтической промышленности часто требуют измеримой чистоты и проверяемого качества поверхности.
Приемка должна включать показания профилометра и записи о проверке очистки.
Q 5: Сокращает ли зеркальная полировка срок службы петли в абразивной среде?
Зеркальная полировка не сокращает срок службы.
Абразивные частицы быстрее создают царапины и увеличивают шероховатость поверхности, что может повысить риск коррозии.
Тяжелая техника и песчаная среда обычно выигрывают от прочных покрытий и защиты конструкции.
Вопрос 6: Как определить, стоит ли зеркальная полировка вложенных в нее средств?
Используйте модель общей стоимости жизненного цикла, а не ориентируйтесь только на цену единицы продукции.
Включите частоту замены, потери от простоя, трудозатраты на обслуживание и стоимость валидации очистки.
Зеркальная отделка имеет смысл, когда она снижает долгосрочные эксплуатационные расходы настолько, что компенсирует первоначальные затраты на обработку.

Энсон Ли
文章: 576СВЯЗАННЫЕ ПОСТЫ

Руководство по выбору и применению для установки запорных петель в промышленных шкафах

Проектирование для герметизации: Глубокое погружение в выбор петель для шкафов IP65/IP67

Выбор правильных лепестковых защелок для промышленных шкафов: Полное руководство

Как выбрать правильный шарнир: Типы, материалы и области применения

Кулачковые замки для наружных шкафов: Применение и преимущества








