HTAN является одним из ведущих производителей промышленных петель, ручек и защелок в Китае.



В промышленном аппаратостроении, штифты шарниров являются важнейшими осями вращения, которые должны одновременно выдерживать механический сдвиг, абразивный износ и окисление в окружающей среде. Неспособность выбрать правильный материал часто приводит к "скрытой коррозии" внутри ствола петли, что приводит к заеданию механизмов, провисанию конструкции двери или катастрофическому отказу компонентов в полевых условиях.
Технические определения и область применения
Нержавеющая сталь AISI 304
AISI 304 - это аустенитный нержавеющая сталь определяется ASTM A240. Она содержит минимум 18% хрома и 8% никеля. Такой состав способствует образованию самовосстанавливающегося слоя оксида хрома, поэтому 304 широко применяется для промышленных петель, подверженных коррозии.
Промышленный штифт для петли
Шарнирный палец - это центральная точка вращения петля сборка. Он выступает в качестве основного несущего элемента при вращательном движении. Поскольку палец одновременно несет нагрузку на срез и износ при скольжении, выбор материала напрямую влияет на срок службы, стоимость обслуживания и надежность в эксплуатации.
Пассивация
Пассивация - это химическая обработка для ASTM A967. Он удаляет свободное железо с поверхности штифта и увеличивает толщину и стабильность защитного оксидного слоя. При установке во влажных помещениях или на открытом воздухе пассивация является одним из наиболее эффективных способов уменьшения "скрытой коррозии" внутри ствола петли.
Матрица характеристик материала
Ниже приведено сравнение распространенных материалов, используемых в промышленных поворотных механизмах.
| Метрика | Оцинкованная углеродистая сталь | Нержавеющая сталь 201 | Нержавеющая сталь 304 | Нержавеющая сталь 316 |
| Предел текучести (МПа) | 250 - 350 | 290 - 310 | 205 - 215 | 205 - 210 |
| Относительная коррозионная стойкость (типичное промышленное применение) | Низкий (высокий риск появления ржавчины) | Умеренная (может ржаветь при использовании во влажных условиях/на открытом воздухе) | Высокая (отлично подходит для большинства промышленных условий) | Очень высокая (лучше всего подходит для хлоридов и прибрежных зон) |
| Стандарт ASTM | A36 | A666 | A276 / A479 | A276 |
| Индекс относительной стоимости | 1.0 | 1.5 | 2.2 | 3.5 |
| Жизненный цикл (циклы) | <20,000 | 50,000 | >100,000 | >100,000 |
Модель расчета точности для шарнирных штифтов
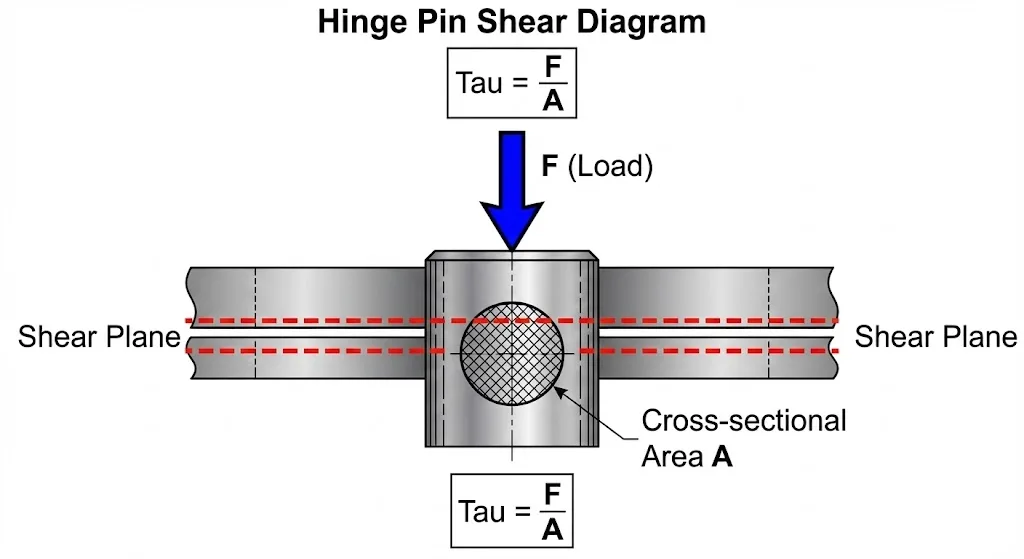
Формула напряжения сдвига
Инженеры должны проверить диаметр штифта на соответствие максимальной нагрузке на дверь.
Формула: Тау = F / A
Где:
- Тау = напряжение сдвига (МПа)
- F = Сила, приложенная к штифту (Н)
- A = площадь поперечного сечения штифта (мм^2)
Примечание: Поскольку 1 Н/мм^2 равен 1 МПа, рассчитанное значение из F (Н) и A (мм^2) напрямую преобразуется в МПа.
Отработанный пример
Рассчитайте напряжение сдвига для двери промышленного шкафа массой 150 кг с двумя петлями. Диаметр штыря составляет 10 мм.
- Рассчитайте силу (F) на штифт: F = (150 кг * 9,81 м/с^2) / 2 = 735,75 Н
- Рассчитайте площадь (A): A = 3,14159 * (5 мм)^2 = 78,54 мм^2
- Рассчитайте напряжение (Тау): Тау = 735,75 / 78,54 = 9,37 МПа
Результат: Расчетное значение 9,37 МПа значительно ниже значения 304 предел текучести (205 МПа). Коэффициент безопасности такой конструкции составляет около 21.
Технические полевые заметки: Неисправность "скрытой коррозии"
Сценарий: Производитель использовал штифты из нержавеющей стали 201 для наружных электрических шкафов в регионе с повышенной влажностью.
Наблюдения: Через 14 месяцев петли вышли из строя. Тестирование выявило "скрытое" окисление внутри корпуса петли, где влага задержала соли марганца.
Решение: Заменили все узлы на штифты из нержавеющей стали 304, обработанные пассивацией лимонной кислотой по стандарту ASTM A967. В течение следующих 36 месяцев количество случаев заедания снизилось до нуля.
Сравнительный анализ: Лучшая практика против нестандартной
| Характеристика | Передовая отраслевая практика | Нестандартная практика | Влияние некачественного |
| Допустимая посадка | H7/f7 Прецизионная шлифовка | Неплотный зазор (>0,5 мм) | Чрезмерное провисание и вибрация двери |
| Проверка материалов | EN 10204 3.1 Сертификат | Нет сертификации | Непредсказуемая коррозионная стойкость |
| Отделка поверхности | Ra 0,8 - 1,6 мкм | Грубый поворот (>3,2 мкм) | Ускоренное трение и износ |
| Окончание удержания | Заклепка по окружности | Фрикционная посадка | Миграция штифтов и нарушение сборки |
Анализ режимов и последствий отказов
| Режим отказа | Потенциальная причина | Воздействие на систему | Стратегия профилактики |
| Galling | Отсутствие смазки + высокая нагрузка | Полный захват петли | Используйте штифты 304 с втулками из ПТФЭ |
| Питтинг | Воздействие хлоридов | Перелом штифта | Переход на 316 или частую очистку |
| Усиление работы | Чрезмерное холодное формование | Коррозионное растрескивание под напряжением | Надлежащий отжиг согласно ASTM A240 |
| Миграция контактов | Неадекватное удержание | Отсоединение двери | Используйте стопорные кольца или штифты с головкой |
Стандарты надежности и валидации

Штифты петель должны пройти следующие этапы проверки:
- Устойчивость к коррозии: Выполните ASTM B117 нейтральное испытание соляным туманом. Штифты 304 не должны иметь красной ржавчины в течение 168 часов.
- Механическая целостность: Проведите циклические испытания согласно ISO 19353. Штифты должны сохранять структурную целостность на протяжении 100 000 циклов.
- Химическая чистота: Проверка уровней хрома и никеля с помощью PMI (Positive Material Identification) для обеспечения соответствия спецификациям AISI.
Инженерные иллюстрации
Приведенные ниже инженерные иллюстрации наглядно объясняют, как нагрузка передается через штифт шарнира и почему такие методы защиты от коррозии, как пассивация, напрямую повышают долговременную надежность. Эти иллюстрации широко используются при проведении технических обзоров, обучении и проверке закупок.
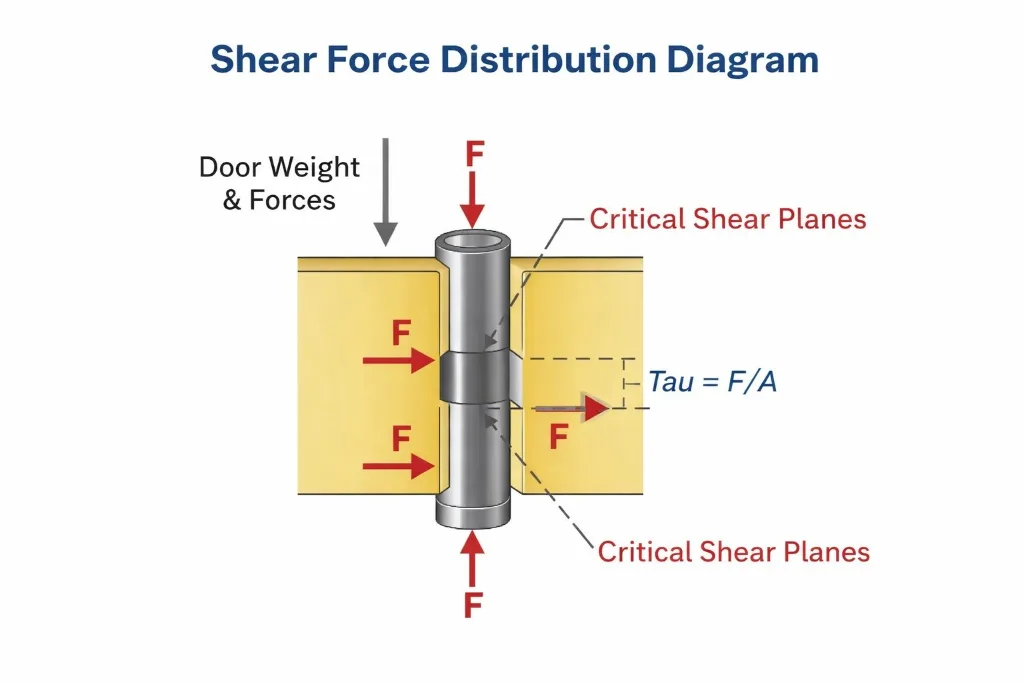
Диаграмма распределения сдвигающей силы
Диаграмма распределения сдвигающего усилия помогает наглядно представить, как вес двери и эксплуатационные усилия приводят к сдвиговой нагрузке на штифт петли. Она выделяет основной путь нагрузки через створки петли и определяет критические плоскости сдвига, где напряжение наиболее велико. Эта концепция помогает правильно выбрать диаметр штифта и подтверждает, почему расчеты на сдвиг (Tau = F/A) необходимы для безопасного проектирования.
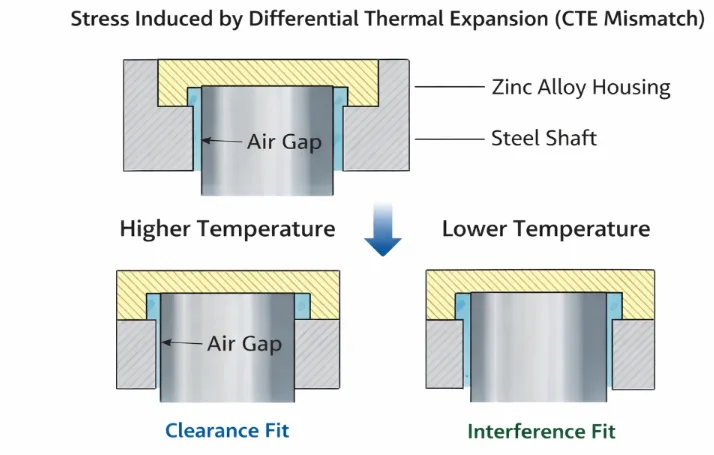
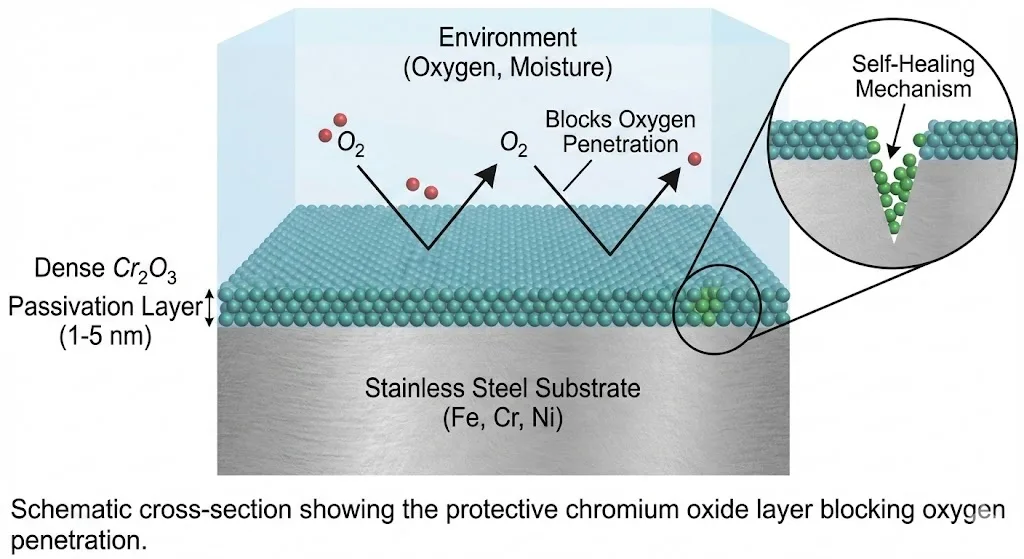
Деталь пассивирующего слоя
Схема пассивирующего слоя иллюстрирует ультратонкую пленку оксида хрома (около 1-5 нм), которая образуется на нержавеющей стали 304. Этот пассивный слой действует как барьер на подложке, замедляя окисление и снижая риск возникновения "скрытой коррозии" внутри ствола петли. Это особенно полезно для объяснения того, почему пассивация по стандарту ASTM A967 улучшает долгосрочные эксплуатационные характеристики во влажной, наружной или коррозионной среде.
Краткое описание выбора (рекомендуется)
- Стандартное промышленное использование внутри помещений: Шарнирные штифты из нержавеющей стали 304 + базовая смазка.
- Влажные или открытые шкафы: Нержавеющая сталь 304 + пассивация ASTM A967 + периодическое обслуживание.
- Прибрежная зона / воздействие хлоридов: Перейдите на нержавеющую сталь 316, чтобы снизить риск точечной коррозии.
- Применение при высоких циклах: 304 + плотное прилегание + втулки из PTFE для уменьшения износа и заедания.
Контрольный список закупок (Контрольный список)
- Проверьте химический состав AISI 304 по стандарту EN 10204 3.1 MTC.
- Убедитесь, что допуск диаметра штифта соответствует стандарту ISO 286-2 (например, f7 или g6).
- Убедитесь, что шероховатость поверхности (Ra) зафиксирована на уровне менее 1,6 мкм.
- Убедитесь, что штифт немагнитный или слабомагнитный (с низким содержанием феррита).
- Проверьте наличие записей о пассивации по стандарту ASTM A967.
- Проверьте концы штифтов на наличие равномерной фаски (обычно 0,5 мм x 45°).
- Проверьте отчеты об испытаниях в соляном тумане на соответствие требованиям 168 часов.
- Убедитесь, что номинальная нагрузка превышает расчетное пиковое напряжение сдвига в 5 раз.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Q1: Можно ли использовать штифты из нержавеющей стали 304 в соленой воде?
A1: Нет. Нержавеющая сталь 304 подвержена хлоридному точечному разрушению. Для морской или прибрежной среды следует использовать нержавеющую сталь 316 согласно ASTM A276.
Вопрос 2: Почему мой штифт петли 304 магнитится?
A2: Холодная обработка превращает аустенит в мартенсит, который является магнитным. Это не указывает на дефект материала, хотя в крайних случаях может несколько снизить коррозионную стойкость.
Q3: Как часто следует смазывать штифты шарниров 304?
A3: В стандартных промышленных условиях смазывайте каждые 12 месяцев. При эксплуатации в условиях высокого цикла (более 100 циклов в день) требуется 3-месячный интервал обслуживания.
Q4: Вступает ли нержавеющая сталь 304 в реакцию с алюминиевыми петлями?
A4: Да. Контакт разнородных металлов может вызвать гальваническую коррозию. Для снижения этого риска используйте изолирующую втулку или обеспечьте пассивацию штыря.
Вопрос 5: Какова максимальная рабочая температура для штифта 304?
A5: Нержавеющая сталь 304 обладает хорошей стойкостью к окислению при повышенных температурах, но механическая прочность снижается при повышении температуры. В практических применениях шарниров смазка и окружающие компоненты обычно устанавливают реальный рабочий предел задолго до того, как материал достигнет своих высокотемпературных возможностей.
Q6: Является ли 304L лучше, чем 304 для штифтов петли?
A6: 304L (низкоуглеродистая сталь) лучше подходит для деталей, требующих интенсивной сварки. Для стандартных обработанных штифтов 304 обеспечивает немного более высокую прочность и является более распространенным выбором.