HTAN является одним из ведущих производителей промышленных петель, ручек и защелок в Китае.


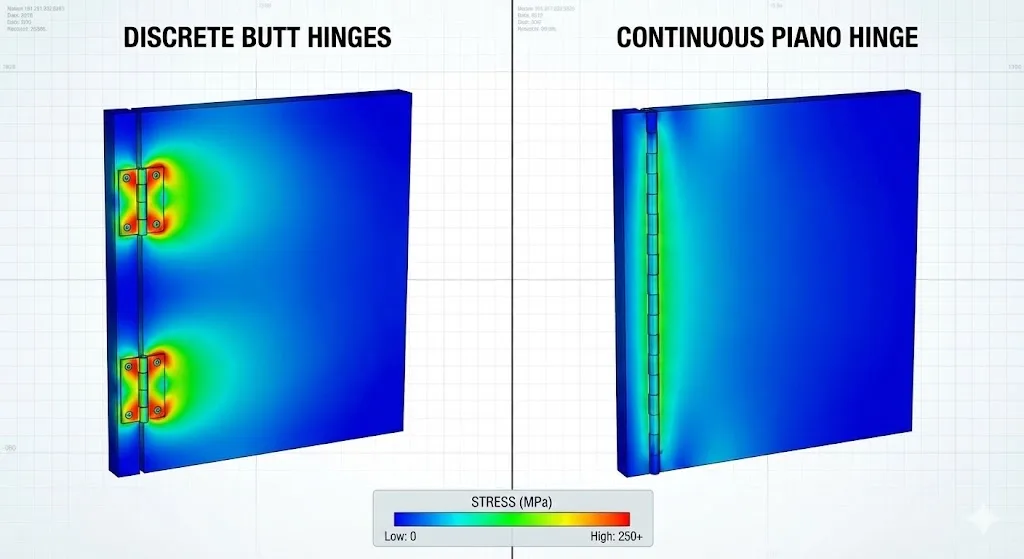
Непрерывные петлиобычно называемые рояльными петлями, обеспечивают надежный способ распределения нагрузки по всей длине металлической двери шкафа. При правильном раскрое, расположении и креплении они улучшают стабильность выравнивания двери, снижают локальные напряжения в местах крепления и обеспечивают повторяемость характеристик уплотнения.
В данном руководстве подробно описаны технические процедуры резки и установки этих компонентов для обеспечения целостности конструкции, контроля центровки и соответствия общепринятым требованиям промышленной валидации.
Основные определения и отраслевые ориентиры
A Непрерывная петля это петля с высоким отношением сторон, состоящая из двух створок, соединенных центральным штифтом. В отличие от дискретных стыковых петель, она снижает риск провисания двери за счет распределения опоры по всей длине петли.
Ключевые показатели эффективности (KPI)
Следующие KPI служат инженерными показателями для анализа конструкции и приемки продукции:
- Распределение нагрузки (индикатор): Практической метрикой для сравнения является вес двери на длину петли (кг/м) и расстояние между крепежными элементами (мм).
- Удержание штифта: Способность центрального штифта оставаться неподвижным при вибрации и циклическом открывании. На этот показатель влияет обработка концов штифта (закрепление/обжим).
- Боковая игра: Максимально допустимое горизонтальное перемещение между створками. Для промышленных шкафов, требующих постоянного раскрытия, боковой люфт обычно ограничивается значением < 0,5 мм.
Отраслевые стандарты
- ASTM A240: Стандартная спецификация на хромовую и хромоникелевую нержавеющую сталь.
- ISO 9227: Коррозионные испытания в искусственной атмосфере (испытания солевым туманом).
- EN 1935: Требования и методы испытаний одноосевых шарниров. Производители часто дополняют их внутренними циклическими испытаниями и испытаниями на вибрацию.
Выбор материала и технические характеристики
При выборе материала необходимо учитывать коррозионную стойкость, соотношение прочности и веса, а также гальваническая совместимость с подложкой корпуса.
| Материал | Стандартный класс | Устойчивость к коррозии | Соотношение прочности и веса | Лучший пример использования |
| Нержавеющая сталь 304 | ASTM A240 | Высокий | Умеренный | Внутренние/общепромышленные |
| Нержавеющая сталь 316 | ASTM A240 | Superior | Умеренный | Морская/химическая обработка |
| Алюминий | 6063-T5 | Умеренный | Высокий | Легкая электроника |
| Оцинкованная сталь | EN 10346 | Низкий/Умеренный | Низкий | Экономичные коробки для инженерных коммуникаций |
Математическая подготовка и тепловые границы
Перед резкой необходимо произвести точные расчеты с учетом зазора, толщины покрытия и теплового расширения.
Формула базового клиренса
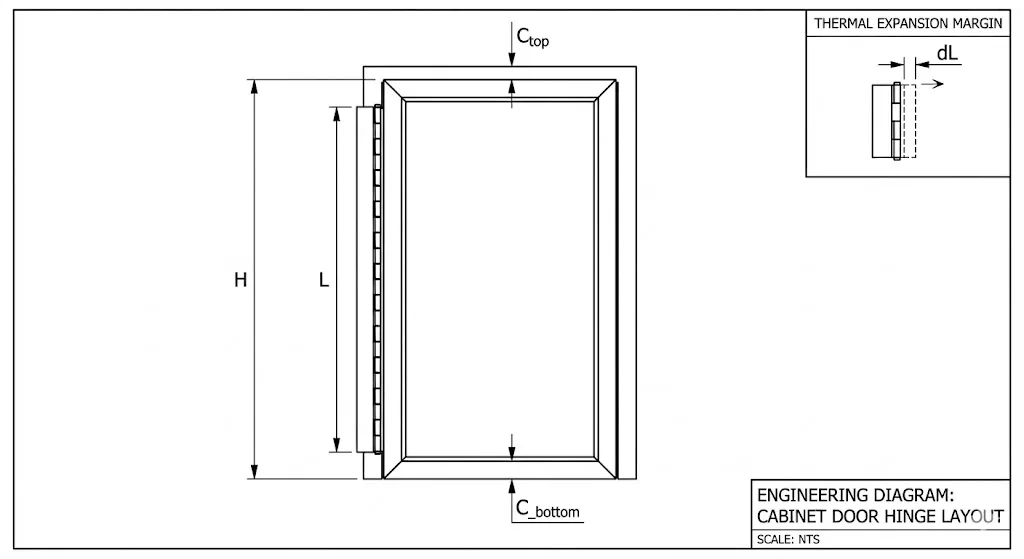
L = H - (C_top + C_bottom)
- L: Окончательная длина петли.
- H: Общая высота дверного проема шкафа.
- C_top/C_bottom: Необходимый зазор между верхней и нижней частью (обычно 1,0 мм - 2,0 мм).
Учет теплового расширения
Учет теплового расширения Если корпус работает в условиях резких перепадов температур, включите тепловой запас (M), чтобы учесть коэффициенты линейного расширения используемых материалов.
Тепловое расширение (dL) = H x alpha x dT
- Альфа (сталь): прибл. 12e-6 / градус C
- альфа (алюминий): около 23e-6 / градус C
- dT: Диапазон рабочих температур (градус C)
- Регулируемая длина: L_final = H - (C_top + C_bottom) - (0,5 x dL)
Поэтапное выполнение
Шаг 1: Прецизионная резка и контроль загрязнения
- Процесс: Используйте холодную пилу или угловую шлифовальную машину с 1-миллиметровым ультратонким инокс-диском.
- Стабилизация: Полностью закройте петлю перед резкой, чтобы стабилизировать штифт.
- Управление теплом: Избегайте чрезмерного нагрева, который вызывает "посинение" (тепловой оттенок). Тепловой оттенок снижает коррозионную стойкость на кромке среза.
- Загрязнение: Если вы работаете вблизи электрических компонентов, изолируйте это место. Металлическая стружка может вызвать короткое замыкание.
Шаг 2: Снятие заусенцев и обработка кромок
- Механическая обработка: С помощью напильника с мелкими зубьями или инструмента для снятия заусенцев добейтесь небольшого радиуса (около 0,5 мм).
- Пассивация: Для нержавеющей стали после удаления тепловой тонировки нанесите пассивирующий раствор для восстановления защитного слоя оксида хрома.
- Удержание штифта: Для предотвращения миграции штифта выполните фиксацию или обжим на концах петли.
Шаг 3: Сверление и расстояние между крепежными элементами
- Точность: Используйте Центральный пуансон чтобы отметить центр каждого отверстия. Невыполнение этого требования увеличивает блуждание сверла.
- Бурение: Используйте низкие обороты и смазочно-охлаждающую жидкость для нержавеющей стали, чтобы предотвратить затвердевание.
- Базовый уровень расстояния:
- Общепромышленные: Расстояние от 75 до 100 мм.
- Сверхмощный/высокоскоростной: Расстояние от 50 до 75 мм.
Шаг 4: Монтаж и фиксация момента затяжки
- Последовательность: Сначала закрепите верхний и нижний крепеж, чтобы установить базовое выравнивание, затем работайте от центра наружу.
- Оборудование: Используйте винты M5 или M6 или структурные заклепки (ISO 15977).
- Антивибрация: Нанесите средство для фиксации резьбы, чтобы уменьшить снижение крутящего момента при рабочих циклах.
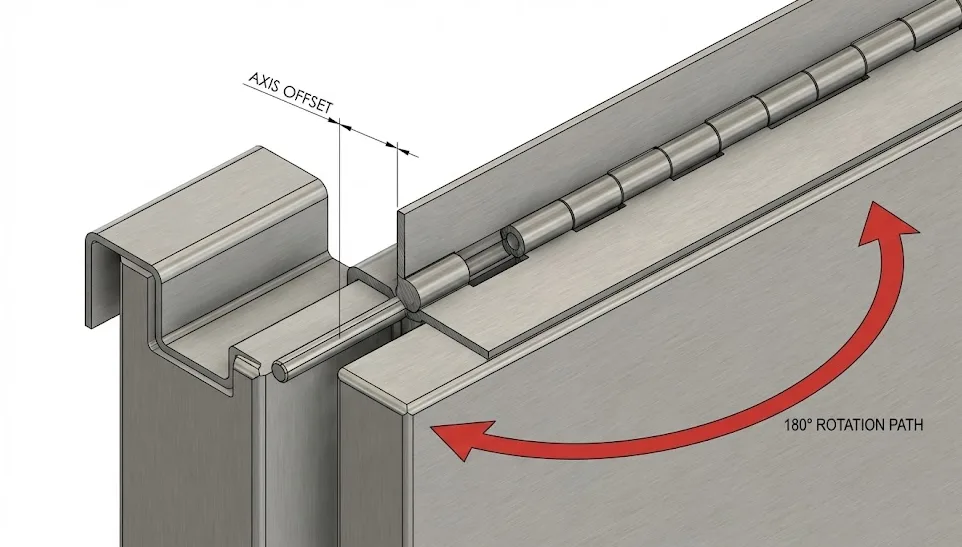
- Смещение оси: Убедитесь, что ось петли достаточно смещена относительно ответных фланцев, чтобы предотвратить "пружинящий откат" при закрытии.
Сравнительный анализ: Лучшие практики против некачественных методов
| Характеристика | Передовая отраслевая практика | Нестандартный метод | Последствия неудач |
| Резка | Холодная пила с охлаждающей жидкостью | Абразивная пила (высокая температура) | Тепловой оттенок, локальная ржавчина |
| Маркировка отверстий | Пробойник и шаблон | Свободное сверление | Перекос двери, скрепление |
| Удаление заусенцев | Механическое удаление заусенцев + пассивация | Левый срез | Риск травм, повреждение уплотнений |
| Крепление | Конструкционные заклепки/машинные винты | Шурупы по дереву / Прихватки | Сдвиг крепежа, плохое обслуживание |
Анализ режимов и последствий отказов (FMEA)
| Потенциальный режим отказа | Потенциальная причина | Потенциальный эффект | Стратегия смягчения последствий |
| Миграция контактов | Отсутствие крепления/зажима | Разрушение петель; отделение двери | Заколите/обжмите костяшки после резки. |
| Петлевой переплет | Перекос; недостаточное смещение | Чрезмерное усилие; пружинящий откат | Сверление по шаблону; проверьте зазор между осями. |
| Гальваническая коррозия | Разнородные металлы | Деструкция суставов; судороги | Используйте диэлектрические барьеры/нейлоновые шайбы. |
| Затухание крутящего момента | Вибрация; ползучесть материала | Ослабленный крепеж; смещение при выравнивании | Стопорные гайки; резьбовой фиксатор. |
Испытания на надежность и критерии приемки
- Испытание качелей: Дверь вращается во всем диапазоне (180/270 градусов) без слышимого трения и помех для полотна.
- Проверка выравнивания: Зазор (зазор между дверью и коробкой) должен быть согласован в пределах +/- 0,5 мм.
- Испытание нагрузкой: Приложите максимальную номинальную нагрузку; прогиб внешнего края не должен превышать 1% ширины двери.
- ISO 9227: Проверьте коррозионную стойкость обрезанных кромок с помощью воздействия соляного тумана в течение требуемого времени.
Контрольный список окончательной установки
- [ ] Класс материала проверен (304/316/Al/оцинкованный).
- [ ] Петля вырезана по длине с допуском +/- 0,5 мм.
- [ ] Края срезов зачищены, термическая тонировка удалена и пассивирована.
- [ ] Концы штырей обжимаются/закрепляются для предотвращения миграции.
- [ ] Расстояние между крепежными элементами соответствует классу нагрузки (50-100 мм).
- [ ] Смещение оси проверено, чтобы предотвратить вмешательство фланца.
- [ ] Все металлические опилки/мусор удалены с внутренней поверхности шкафа.
ВОПРОСЫ И ОТВЕТЫ: Устранение технических неполадок
Q1: Можно ли разрезать непрерывную петлю после того, как она уже установлена?
О: Не рекомендуется. При этом металлическая стружка попадает в электрические компоненты и возникает риск повреждения покрытия корпуса. Всегда обрабатывайте петли перед монтажом.
Вопрос 2: Как предотвратить появление ржавчины на срезанных кромках петель из нержавеющей стали?
О: Механически отполируйте кромку, чтобы удалить тепловой оттенок, и нанесите пассивирующее химическое средство. Это восстановит защитный слой оксида хрома.
Вопрос 3: Что делать, если штифт петли начинает выдвигаться после резки?
О: Забейте или обожмите конец последней костяшки с помощью молотка и центрального пуансона, чтобы создать механический замок.
Вопрос 4: Что лучше - приварить или прикрутить непрерывную петлю к металлической коробке?
О: Механический крепеж предпочтительнее для контроля центровки и удобства обслуживания. Сварка повышает риск теплового искажения и усложняет ремонт.
Вопрос 5: Какой максимальный вес может выдержать рояльная петля шириной 2 дюйма?
О: Универсального значения не существует. Прочность зависит от диаметра штифта, толщины листа, расстояния между крепежными элементами и жесткости основания. Всегда проверяйте прогиб на реальной конструкции.
Q6: Почему моя дверь слегка "отпружинивает" назад, когда я пытаюсь ее закрыть?
О: Как правило, это "сцепление петель", вызванное недостаточным смещением оси относительно ответного фланца или крепежными элементами, посаженными не заподлицо.

Энсон Ли
文章: 576СВЯЗАННЫЕ ПОСТЫ
Как выбрать правильные петли для холодильной камеры

Плоские защелки для шкафов - подробное руководство

Доступные производители промышленных рукояток - подробное руководство

От складных столов до промышленных шкафов: как петли с фиксацией положения улучшают дизайн пространства

5 ошибок при выборе складных ручек: Руководство для инженеров








