HTAN является одним из ведущих производителей промышленных петель, ручек и защелок в Китае.


Если на вашем предприятии используется очистка под высоким давлением, химические дезинфекторы или оно работает во влажных условиях с высоким содержанием хлоридов - пищевая промышленность, фармацевтические чистые помещения или морские сооружения, - выбор между петлями из нержавеющей стали 304 и 316 напрямую определяет, как долго ваше оборудование будет оставаться безопасным и соответствующим требованиям. Короткий ответ: 316 - это правильный выбор для большинства случаев применения, связанных с хлорсодержащими чистящими средствами, кислотными дезинфектантами или воздействием соленой воды. Вот полная информация, сгруппированная по средам и случаям использования.

Определение моющих петель и требований к ним
Что такое петли для мойки и почему материал имеет значение
Петли для мойки - это компоненты фурнитуры, предназначенные для использования в средах, подверженных очистке под высоким давлением, химическим дезинфицирующим средствам и длительному воздействию влаги. Основным критерием выбора является коррозионная стойкость - петли должны выдерживать многократные циклы воздействия воды, моющих средств, кислотных или щелочных очистителей, не разрушая конструкцию и не создавая гигиенических рисков.
Эксплуатационные данные постоянно демонстрируют разницу в материалах разных марок. На молочных заводах петли из нержавеющей стали 304 выходят из строя в течение 6 месяцев после циклов промывки хлором, в то время как устройства из 316 в той же среде остаются работоспособными более 3 лет. Разница прослеживается в содержании молибдена: 316 содержит молибден 2-3%, который значительно повышает устойчивость к воздействию хлоридов и восстанавливающих кислот. Для моющих сред это различие материалов напрямую определяет срок службы оборудования и соответствие нормативным требованиям.
Ключевые атрибуты: Коррозионная стойкость, грузоподъемность и чистота
Выбор петли для мойки осуществляется по трем параметрам: коррозионная стойкость (определяется по результатам испытаний в соляном тумане по стандарту ASTM B117), грузоподъемность (измеряется в фунтах на пару петель) и очищаемость (определяется по обработке поверхности - 320-зернистой или электрополированной).
304 обеспечивает умеренную коррозионную стойкость, обычно 200-400 часов в соляном тумане ASTM B117, и подходит для легкого мытья с использованием нехлоридных очистителей. 316 обеспечивает 500-1000 часов при том же испытании. Для тяжелых ворот с частым мытьем щелочью сочетание номинальной нагрузки и материала 316 не является обязательным. Всегда проверяйте степень защиты IP петлевого узла - IP69K означает полную защиту от струй воды под высоким давлением и высокой температуры, что важно для пищевых и фармацевтических производств.
304 против 316 - подробное сравнение
Коррозионная стойкость: Решающий фактор
Ответ на вопрос “Что лучше - 304 или 316 - использовать для промывки?” почти полностью зависит от химического состава чистящего средства. 304 содержит 18% хрома и 8% никеля, что обеспечивает хорошую стойкость к окислению, но она уязвима к питтингу и щелевая коррозия от хлоридов - отбеливатель, рассол и соленая вода. 316 добавляет 2-3% молибдена к составу из 16% хрома и 10% никеля, что повышает устойчивость к хлоридам примерно на 10×.
На предприятиях по переработке морепродуктов, использующих частые гипохлорит натрия В результате промывки петли из 304 стали подвергаться видимой коррозии в течение 4 месяцев; петли из 316 в аналогичных условиях не получили повреждений через 18 месяцев. Практический порог: если ваши чистящие средства содержат более 50 ppm хлоридов, 316 - правильная марка. На срок службы влияет не только выбор марки, но и конструктивные решения, такие как герметичные шарниры, геометрия дренажа и пассивация поверхности - наша ссылка на коррозионностойкие петли охватывает эти факторы в других промышленных средах.
Механические свойства и компромиссы в стоимости
По пределу прочности на разрыв эти две марки почти эквивалентны: 304 - около 72 000 фунтов на квадратный дюйм, а 316 - 75 000 фунтов на квадратный дюйм. Прочность не является решающим фактором. Это стоимость: 316 на 30-50% дороже из-за содержания молибдена и никеля. 4-дюймовая петля из 304 обычно стоит $5-$8; эквивалент из 316 - $10-$15.
В данном случае речь идет об общей стоимости владения. Экономия нескольких долларов на каждом шарнире может обойтись в несколько сотен долларов на оплату труда и простои линии, когда проржавевший шарнир требует незапланированной замены. На предприятиях, где ежедневно проводятся промывки с использованием хлора, 316 надежно окупается. Для химчистки или использования мягких моющих средств без хлоридов выбор 304 вполне оправдан.
Руководство по принятию решений для конкретных сценариев
1: Производство продуктов питания и напитков
В пищевой промышленности и производстве напитков 316 является промышленным стандартом, поскольку она устойчива к коррозии под воздействием кислых продуктов, щелочных очистителей CIP и циклов едких кислот, распространенных в пивоварении и молочном производстве. При установке на предприятиях по упаковке мяса обычно используются петли 316 с герметичными подшипниками и электрополированными поверхностями для предотвращения размножения бактерий. Петли также должны использовать смазочные материалы, одобренные FDA, и не иметь геометрии щелей, которые могут способствовать образованию биопленки.
Распространенной и дорогостоящей ошибкой является использование 304 в зонах, где лимонная кислота или надуксусная кислота При использовании моющих средств питтинг может начаться уже через несколько месяцев. Для пивоваренных заводов, где используются как каустические, так и кислотные циклы, 316 не является опцией.
2: Фармацевтика и чистые помещения
Требования к промывке в фармацевтике и чистых помещениях предъявляются к химической совместимости и отсутствию образования твердых частиц. 316 предпочтительнее, поскольку выдерживает воздействие агрессивных дезинфицирующих средств - отбеливателей, перекись водорода, диоксид хлора - без выделения ионов металлов, которые могут нарушить стерильность среды.
На предприятиях по производству стерильных компаундов петли 304 показали микроскопические точечные повреждения после одного года еженедельных протирок диоксидом хлора, что создало риск загрязнения и поставило под угрозу сертификацию чистых помещений. Петли 316 с пассивированной поверхностью прошли 1000-часовые испытания соляным туманом в том же режиме. Для сухих чистых помещений без циклов промывки допустимо использовать 304; для любой влажной среды единственным подходящим вариантом является 316.
3: Морские и прибрежные сооружения
Морская и прибрежная среда сочетает сильную хлоридную нагрузку - соляной туман, прямой контакт с морской водой - с частыми ручными или автоматическими промывками. На корабельных камбузах петли из 304-й стали разрушаться от щелевой коррозии в течение шести месяцев. Молибден, содержащийся в 316, противостоит точечной коррозии в морской воде при температуре до 40°C. Для морских платформ и опреснительных установок могут потребоваться супердуплексные марки, например 2507, но для стандартной морской мойки 316 является минимально приемлемой спецификацией.
Обеспечьте полное смачивание петель, а не частичное погружение в воду, чтобы избежать коррозии от дифференциальной аэрации - распространенного способа разрушения, который не может быть полностью предотвращен только с помощью 316 без надлежащей конструкции дренажа.
Риски, ограничения и заблуждения
Общие риски использования 304 в промывке
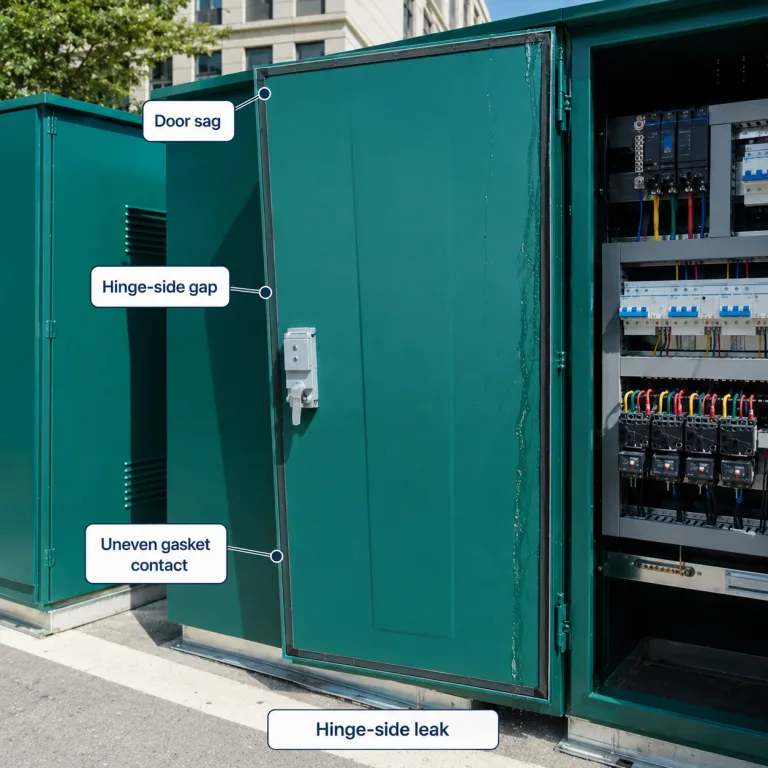
Нержавеющая сталь 304 ржавеет в моющих средах, содержащих хлориды или сильные кислоты. Последствия выходят за рамки косметических: коррозия вызывает разрушение структурных петель, провисание дверей и бактериальную колонизацию коррозионных ям - серьезную проблему безопасности пищевых продуктов и соответствия фармацевтическим стандартам.
В пекарнях, где используются четвертичные аммониевые дезинфектанты, петли из 304 стали покрываться черной ржавчиной в течение трех месяцев, что привело к загрязнению продукции. Гальваническая коррозия представляет собой дополнительный риск при контакте 304 с разнородными металлами, такими как углеродистая сталь или латунь - петля 304 на дверной коробке из углеродистой стали ускоряет коррозию обоих компонентов. Для снижения этого риска необходимо либо перейти на 316-ю сталь, либо изолировать разнородные металлы с помощью непроводящих прокладок.
Заблуждения о том, что 316 несокрушимы
316 не защищена от коррозии. В экстремальных условиях - концентрированные хлориды свыше 1 000 ppm, температура свыше 60°C или застойная морская вода - 316 выходит из строя. На химических заводах, где используется промывка диоксидом хлора при температуре 70°C, отказ шарниров 316 произошел в течение двух лет.
Практическое правило: если рабочий pH падает ниже 4 или выше 10, или концентрация хлоридов превышает 200 ppm, рассмотрите вариант 316L (с низким содержанием углерода, лучше для сварных узлов) или никелевого сплава. Никогда не смешивайте 316 с не нержавеющим крепежом - возникающая геометрия щелей надежно инициирует коррозию.
Ограничения стандартных конструкций петель
Помимо качества материала, важна геометрия петли. Петли с открытыми пружинами, открытыми каналами штифтов или внутренними зазорами задерживают мусор и препятствуют эффективной очистке. Полностью закрытые, герметичные конструкции шарниров - конические штифты с кольцевыми уплотнениями, гладкие внешние профили - являются правильной спецификацией для моющих сред независимо от марки материала.
Распространенная опасность при закупках: петли с маркировкой “нержавеющая сталь”, которые на самом деле относятся к классу 201 или 430, оба из которых обладают значительно меньшей коррозионной стойкостью и часто продаются по цене ниже, чем настоящая 304. Всегда запрашивайте у поставщика отчет PMI (положительная идентификация материала) или сертификат материала EN 10204 3.1, прежде чем принять поставку.
Данные, эксперименты и тематические исследования
Сравнение результатов испытаний в соляном тумане
Испытания в соляном тумане по стандарту ASTM B117 представляют собой стандартный сравнительный базовый уровень. Петли 304 обычно показывают начальную красную ржавчину через 200-400 часов; 316 достигает 500-1000 часов до аналогичной деградации. В ходе контролируемых испытаний 5-дюймовых петель трех поставщиков изделия 304 вышли из строя через 250 часов (поверхностная ржавчина 5%), а 316 - через 600 часов, после чего появилась ржавчина 1%. Эти данные напрямую соотносятся с реальным сроком службы: предприятия, которым требуется 3-летний срок службы петель при умеренной мойке, могут выбрать 304 с рейтингом 400 часов; 5-летний срок службы при агрессивной химии требует 316 с рейтингом 800+ часов. Запрашивайте у поставщиков данные испытаний, соответствующие вашим конкретным химическим средствам очистки, а не общим лабораторным условиям.
Конкретный пример: Замена петель в пивоварне
На ремесленном пивоваренном заводе, работающем в циклах промывки каустической и надуксусной кислотой, в течение двух лет неоднократно происходили отказы 304 петель на дверях упаковочной линии. Вызванное коррозией смещение дверей приводило к незапланированным простоям на нескольких производственных циклах. Замена на петли 316 увеличила стоимость установки с примерно $500 до $800, но экономия на простоях окупила дополнительные расходы в течение одного года. Кроме того, петли 316 требуют более редкой смазки и не вызывают бактериального загрязнения в процессе последующей эксплуатации. Для команд, занимающихся закупками, эта модель TCO - с учетом трудозатрат, запасных частей и потери качества - является правильной основой для оценки Характеристики нержавеющей стали в условиях пищевой промышленности.
Данные о чистоте
Шероховатость поверхности напрямую влияет на чистоту и риск образования бактериальной биопленки. У прокатных петель 304 обычно Ra 0,8-1,2 мкм; у электрополированных 316 Ra может достигать 0,2-0,5 мкм. В гигиенических исследованиях электрополированная 316 уменьшила прилипание бактериальных биопленок на 90% по сравнению со стандартной 304. Для фармацевтических применений указание Ra <0,8 мкм - достижимое только с помощью электрополировки 316 - является правильным подходом к соблюдению нормативных стандартов поверхности. Электрополировка - один из нескольких методов отделки, влияющих как на коррозионную стойкость, так и на соответствие гигиеническим нормам; мы рассмотрим компромиссы между варианты обработки поверхности в отдельном разделе, посвященном закупкам.
Практический путь принятия решений и пошаговое руководство
1: Оцените химический состав вашей промывки
Начните с составления каталога чистящих средств: названия химических веществ, концентрации, температура и продолжительность ежедневного воздействия. Используйте набор для тестирования на хлориды или запросите отчет о химическом составе воды у менеджера предприятия. Пороговые значения для принятия решения: хлориды выше 50 ppm → указывайте 316; pH ниже 4 → указывайте 316L; температура выше 70°C при любом присутствии хлоридов → проконсультируйтесь со специалистом по коррозии, прежде чем указывать одну из марок.
Полезный показатель риска коррозии: умножьте концентрацию хлоридов (ppm) на рабочую температуру (°C). Результаты выше 5 000 указывают на условия, при которых применение 316 является обязательным, и следует оценить 316L или дуплексные марки.
2: Оцените механическую нагрузку и тип двери
Подберите количество петель и номинальную нагрузку в соответствии с весом двери и частотой циклов. Для дверей весом менее 50 фунтов достаточно двух-трех петель из стали 304 или 316 в зависимости от химического состава. Для дверей весом более 100 фунтов с частым мытьем следует выбрать четыре-пять петель из 316, чтобы распределить нагрузку и уменьшить концентрацию коррозионного напряжения в местах крепления. Для дверей с непрерывным пролетом и больших шкафов часто требуется совсем другая модель нагрузки - см. наши спецификации для сверхпрочные стыковые петли при работе с дверьми весом более 200 фунтов.
Уплотненные шарикоподшипники являются стандартной спецификацией для ворот с высокой интенсивностью мойки - они предотвращают попадание чистящих химикатов на поверхности подшипников, что является основной причиной износа шарниров во влажной среде.
3: Проверка сертификации поставщика и отчетов об испытаниях
Перед принятием поставки запросите у поставщика сертификат материала EN 10204 3.1. Для критически важных объектов используйте портативный рентгенофлуоресцентный анализатор (PMI) для проверки марки на месте. Базовый тест на магнит позволяет быстро проверить материал: отожженная 316 не магнитна, а марки 201 и 430, которые обычно заменяют поставщики низшего уровня, имеют ярко выраженный магнитный эффект. Этот тест занимает несколько секунд и позволяет выявить наиболее распространенные случаи подделки марки. Также запросите данные испытаний в соляном тумане, соответствующие вашим конкретным условиям эксплуатации, и обратите внимание на сертификацию ISO 9001 и отчеты об испытаниях третьих сторон в качестве базовых критериев квалификации поставщика.
Передовые исследования и будущие тенденции
Альтернативы стандартам 304 и 316
Если 316 недостаточно, следующий уровень вариантов включает: 316L (вариант с низким содержанием углерода, предпочтительный для сварных узлов во избежание сенсибилизации), 317L (с повышенным содержанием молибдена для экстремальной устойчивости к хлоридам) и дуплексные нержавеющие стали (2205, 2507), обеспечивающие примерно вдвое большую прочность на разрыв и превосходную устойчивость к коррозионному растрескиванию под действием хлоридов. В опреснительных установках, где 316 вышла из строя в течение одного года, дуплексные детали из 2507 прослужили пять лет. Титановые и хастеллойные сплавы доступны для ультрагигиенических или экстремальных химических сред, но они требуют значительных затрат и имеют ограничения по поставкам.
Новые материалы и покрытия
PVD-покрытия, такие как нитрид титана может увеличить эффективную коррозионную стойкость подложек 304, но любое нарушение в покрытии подвергает основной металл ускоренному воздействию. Петли 304 с керамическим покрытием демонстрируют приемлемые эксплуатационные характеристики в течение примерно двух лет до расслоения в условиях мойки под высоким давлением. Для большинства моек выбор правильного сорта основного металла остается более надежным, чем использование поверхностных покрытий. Исследования в области антимикробной нержавеющей стали с добавлением меди продолжаются, но пока не являются коммерческим стандартом для применения в петлях.
Ограничения данного руководства
В данном руководстве рассматриваются типичные промышленные условия промывки с рабочей температурой до 80°C и концентрацией хлоридов до 200 ppm. Условия за пределами этих параметров - концентрированная отбеливающая жидкость при 90°C, непрерывное погружение в морскую воду, пар под высоким давлением - требуют инженерной консультации, а не выбора марки из общего справочника. Факторы конструкции петли, включая геометрию щели и качество сварного шва, влияют на коррозионное поведение независимо от марки материала; всегда оценивайте весь узел, а не только материал.
Матрица принятия решений для петель 304 и 316
| Моечная среда | 304 Нержавеющая | 316 Нержавеющая |
|---|---|---|
| Легкое мытье, только водой, при температуре ниже 50°C | Приемлемый | Приемлемо (завышенная спецификация) |
| Умеренная промывка - разбавленные моющие средства, хлориды менее 50 ppm | Приемлемый срок службы 1-2 года | Рекомендуется для срока службы более 2 лет |
| Агрессивная промывка - отбеливатель, морская вода, хлориды выше 100 ppm | Не рекомендуется | Требуется |
| Пищевая промышленность - кислотные или щелочные чистящие средства, повышенные температуры | Не рекомендуется (риск возникновения точечных повреждений) | Стандартная спецификация |
| Фармацевтика / чистые помещения - дезинфицирующие средства, строгие требования к чистоте | Не подходит | Требуется - укажите электрополированную 316 |
Сравнительная таблица стоимости (за 4-дюймовую петлю)
| Материал | Первоначальная стоимость | Ожидаемый срок службы при агрессивной мойке* | Общая стоимость владения (5 лет) |
|---|---|---|---|
| 304 | $6 | 1 год | $36 (5× замена) |
| 316 | $12 | 3-5 лет | $18 (1-2× замена) |
| 316L (электрополированный) | $18 | 5+ лет | $18 |
* Агрессивная промывка - 3 раза в день при 200 ppm хлора, 70°C
Таблица оценки рисков
| Риск | Условия срабатывания | Смягчение последствий |
|---|---|---|
| Точечная / щелевая коррозия | Хлориды >50 ppm, застойная вода | Укажите 316; промыть после промывки; спроектировать полный дренаж |
| Гальваническая коррозия | Контакт с углеродистой сталью или латунью | Изолируйте с помощью непроводящих шайб; поддерживайте однометаллические узлы |
| Коррозионное растрескивание под напряжением | Хлориды + растягивающее напряжение при температуре >60°C | Укажите 316L или дуплекс; избегайте концентрации напряжений при механической обработке |
| Бактериальная биопленка | Шероховатость поверхности Ra >0,8 мкм | Укажите электрополированную 316; сохраняйте гладкую поверхность в течение всего срока службы |
Для 90%, применяемых для промывки, правильной спецификацией является 316 - она обеспечивает запас коррозионной стойкости, который устраняет большинство незапланированных замен и риск соответствия требованиям. Если в вашей среде существуют экстремальные условия, описанные в данном руководстве, то следующим шагом должна быть оценка объекта инженером по коррозии, а не повышение класса, выбранное из таблицы.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Можно ли использовать петли из нержавеющей стали 304, если мыть их только водой?
Для промывки только водой при комнатной температуре подходит 304. Если вода хлорирована - как большинство водопроводной воды в городах - или нагрета выше 50°C, то со временем может появиться точечная коррозия из-за остаточных примесей хлоридов. Для чистого пара или дистиллированной воды 304 является надежным. Многократное воздействие горячей воды при температуре 80°C привело к обесцвечиванию и незначительному точечному разрушению поверхности изделий из 304 после двух лет эксплуатации. 316 устраняет этот риск во всех сценариях использования только воды.
В чем основное различие между петлями из нержавеющей стали 304 и 316 для мойки?
Главное отличие - молибден: 316 содержит 2-3%, который значительно повышает устойчивость к хлоридам и восстановительным кислотам. Это делает 316 гораздо более устойчивой к точечной и щелевой коррозии в отбеливателях, рассолах и кислотных чистящих средах. При прямом сравнении в полевых условиях 304 обычно служит 1-2 года в агрессивной промывочной среде, а 316 обычно превышает 5 лет в тех же условиях.
Требуются ли на пищевых и фармацевтических предприятиях петли из нержавеющей стали 316?
В большинстве случаев - да. На предприятиях пищевой промышленности, где используются безразборные моющие средства, надуксусная кислота или гипохлорит натрия, в качестве минимальной марки указывается 316 - в таких химических средах 304 растрескивается в течение нескольких месяцев, создавая среду для размножения бактерий и риск загрязнения. Для фармацевтических предприятий и чистых помещений дополнительно требуется электрополировка 316 (Ra ≤ 0,5 мкм), чтобы соответствовать стандартам контроля твердых частиц и гигиены поверхности. Сухие чистые помещения без циклов промывки являются исключением, где 304 может быть приемлемым.
Когда следует выбирать 316L вместо стандартной 316 для петель для мойки?
316L становится правильной спецификацией в двух случаях: когда сборка петли включает сварку, и когда условия эксплуатации доходят до крайности - pH ниже 4, концентрация хлоридов выше 200 ppm или устойчивая температура выше 70°C. Стандартная 316 может подвергаться выпадению карбидов в зонах термического воздействия во время сварки, что снижает местную коррозионную стойкость; более низкое содержание углерода в 316L предотвращает это. Для большинства болтовых или штифтовых шарниров, устанавливаемых в стандартных условиях мойки, достаточно обычной 316.
Как проверить, что петли поставщика действительно изготовлены из нержавеющей стали 316?
Запросите сертификат материала EN 10204 3.1 перед приемкой поставки - это базовый документ для проверки марки. Для подтверждения на месте портативный рентгенофлуоресцентный анализатор (PMI) дает точные результаты за считанные секунды. Быстрый тест на магнит позволяет быстро получить первые результаты: отожженная 316 является немагнитной, а марки 201 и 430 - наиболее распространенные заменители - четко реагируют на магнит. Сильное магнитное притяжение означает, что шарнир не аустенитный 316. Также требуйте сертификацию ISO 9001 и отчеты об испытаниях в соляном тумане, соответствующие вашим условиям эксплуатации, а не общим лабораторным показателям.