HTAN es uno de los principales fabricantes de bisagras, manillas y pestillos industriales de China.


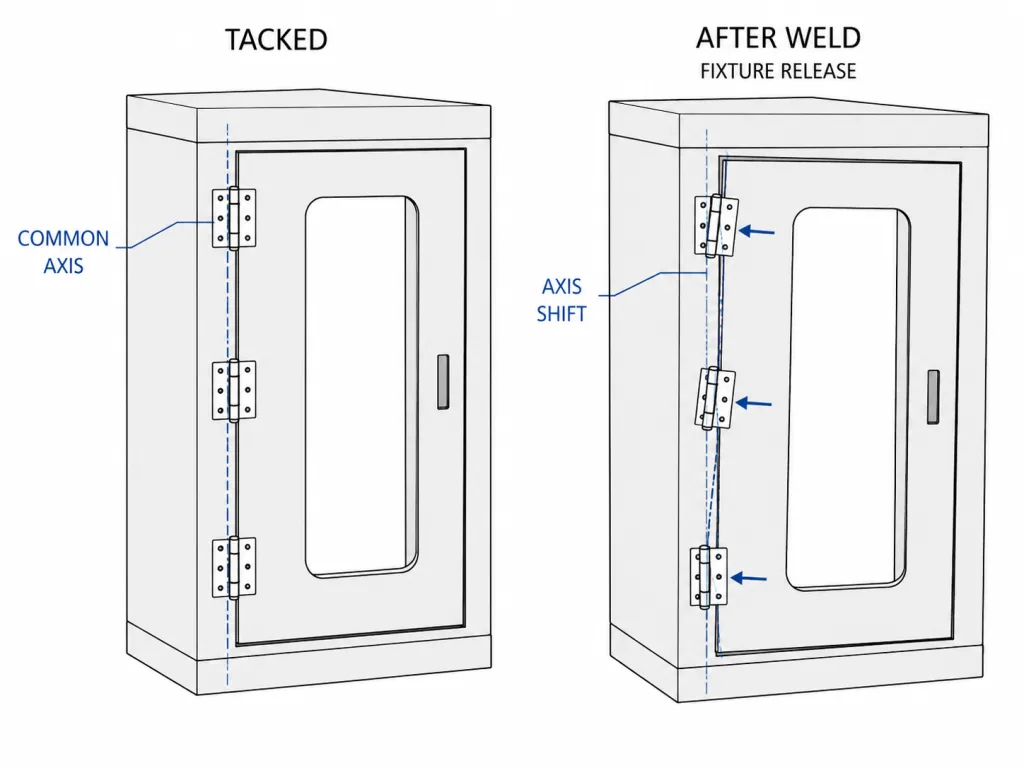
Una puerta de acceso a una máquina puede utilizar una bisagra con la capacidad adecuada según el catálogo y, aun así, fallar durante su fabricación. La puerta puede encajar correctamente tras la soldadura de fijación, pero luego atascarse tras las soldaduras definitivas. El pestillo puede alinearse en la mesa de soldadura, pero no encajar una vez finalizado el bastidor de la máquina. Un eje de bisagra recto también puede curvarse o desplazarse cuando los distintos elementos del bastidor se contraen en direcciones diferentes.
Para bisagras de puerta del bastidor de la máquina soldadas, la bisagra es solo una parte del sistema estructural. La masa de la puerta, el centro de gravedad, la rigidez del marco, el refuerzo, la ubicación del eje de la bisagra, el diseño de las fijaciones, la secuencia de soldadura, la posición del pestillo y la deformación posterior a la soldadura deben funcionar en conjunto.
Esta guía explica cómo definir ese sistema antes de la fabricación y cómo verificarlo tras la soldadura, el recubrimiento y el montaje final de la máquina. El objetivo no es simplemente soldar una bisagra a un bastidor. El objetivo es fabricar una puerta que soporte su carga, gire libremente, vuelva a la posición de cierre especificada y permanezca alineada con el pestillo, la junta o el enclavamiento.
Límite de decisión
Este artículo da por hecho que ya se ha optado por la fijación soldada. Si en el proyecto aún se está barajando entre la fijación soldada y la desmontable, utilice primero el Guía para elegir entre bisagras para soldar y bisagras atornillables.
La tarea en este caso es más concreta: definir y validar la geometría de la instalación de una bisagra soldada en el bastidor de una máquina, sin que se produzcan deformaciones por soldadura, vías de carga débiles ni puntos de referencia inexactos que afecten al control de la posición final de la puerta.
Empieza por el montaje de las bisagras de la puerta del bastidor soldado de la máquina
No empieces solo con un modelo de bisagra y el peso de la puerta. Empieza con una vista en sección a través del lado de la bisagra de la máquina. La sección debe mostrar todas las capas estructurales entre el cilindro de la bisagra y el bastidor principal de la máquina.

Un ensamblaje típico puede incluir un tubo rectangular, una brida de marco conformada, el revestimiento de la puerta, el marco interior de la puerta, una placa de refuerzo, la hoja de la bisagra, la zona de soldadura, el reborde de la junta, la malla de protección o una cubierta estética. La combinación concreta depende de cada proyecto.
La cuestión principal es si la carga de la puerta recae sobre un elemento estructural del marco o se detiene en un revestimiento flexible. Una bisagra gruesa soldada a un panel delgado y sin soporte no constituye un sistema de puerta resistente. El panel puede doblarse alrededor de la soldadura, mientras que la propia bisagra permanece intacta.
| Entrada de apilamiento | Lo que hay que demostrar | Por qué afecta a la alineación |
|---|---|---|
| Elemento estructural principal | Tubo, perfil en U, placa, ángulo o perfil conformado que soporta la bisagra | Determina la rigidez y la trayectoria final de la carga en la máquina |
| Estructura de la puerta | Espesor de la chapa, estructura interior, reborde de retorno, ventana, malla y accesorios | Controla la deflexión de la puerta y el centro de gravedad real |
| Posición de la hoja de la bisagra | Superficie de contacto, acceso a la soldadura, desplazamiento del cilindro y orientación | Controla el eje de rotación y la geometría de soldadura disponible |
| Refuerzo | Placa de soporte, inserto tubular local, nervadura o retorno conformado | Distribuye la carga concentrada sobre la bisagra en una superficie estructural más amplia |
| Interfaz cerrada | Cierre, tope, junta, punto de enclavamiento o solapamiento de la puerta de protección | Define a qué posición debe volver la puerta tras la soldadura y el ciclo. |
| Abrir el sobre | Ángulo y distancia libre necesarios respecto al bastidor, las protecciones, los cables y los equipos | Evita que el cilindro de la bisagra o la hoja provoquen una interferencia |
El plano de montaje también debe indicar qué elementos son estructurales y cuáles son estéticos. El borde pintado de una chapa puede parecer un buen lugar para colocar la bisagra, pero es posible que no sea lo suficientemente estable como para servir de referencia de fabricación.
Transmitir la carga de la puerta al bastidor estructural de la máquina
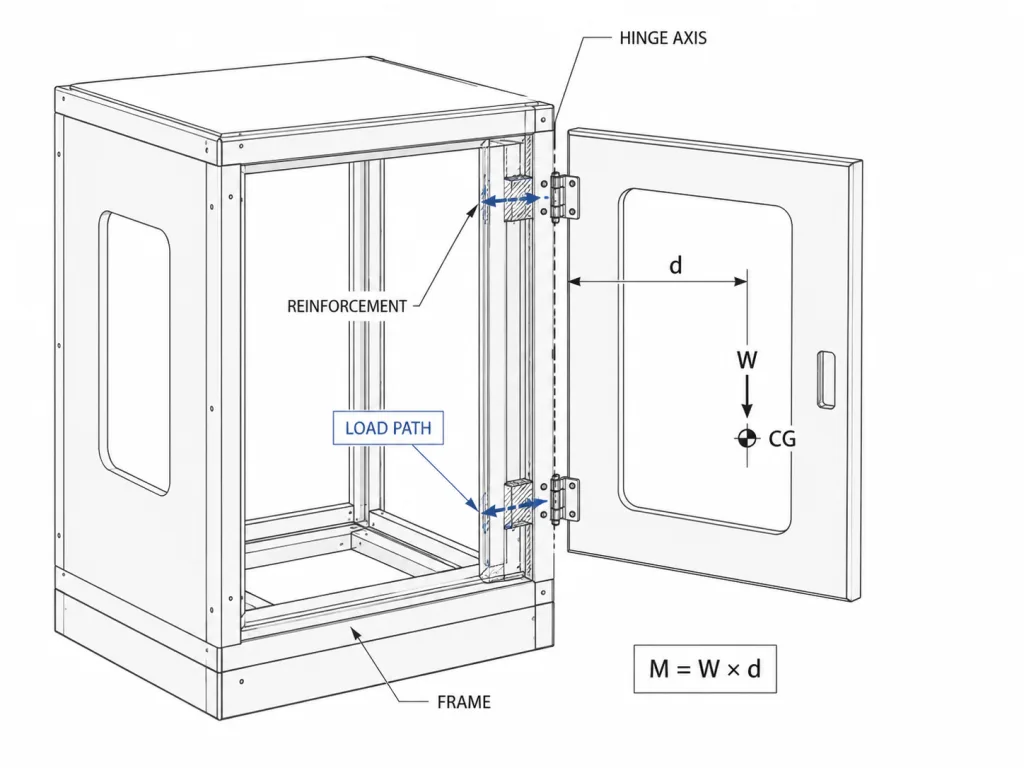
El conjunto completo de la puerta móvil genera un momento alrededor del eje de la bisagra. Una primera relación útil es:
Momento de la puerta: M = W × d
W es la carga gravitatoria de la puerta móvil completa, y d es la distancia horizontal entre el eje de la bisagra y el centro de gravedad del conjunto de la puerta.
Se trata de una relación mecánica general. No es una clasificación de bisagras, ni una regla sobre el tamaño de las soldaduras, ni un criterio de aceptación final de la producción.
El momento de la puerta debe transmitirse a través del pasador de la bisagra, las articulaciones o el cilindro, las hojas de la bisagra, las soldaduras, los refuerzos y los elementos del marco. Una transición débil en cualquier punto de esa cadena puede provocar un hundimiento o un desplazamiento permanente, incluso cuando el pasador de la bisagra sea lo suficientemente grande.
Revisa las siguientes preguntas sobre la trayectoria de carga:
- ¿Cada hoja de la bisagra está unida directamente a un elemento estructural del bastidor?
- ¿La hoja del lado de la puerta ejerce presión sobre el marco interior o solo sobre la chapa exterior?
- ¿Puede la pared del marco local doblarse, torcerse o deformarse en forma de lata de aceite alrededor de la bisagra?
- ¿Termina el refuerzo de forma brusca junto a la soldadura, creando una transición brusca en la rigidez?
- ¿Resiste la zona de la bisagra superior la fuerza de separación generada por el momento de la puerta?
- ¿Puede la vibración hacer que se mueva el marco circundante aunque la bisagra se mantenga rígida?
Los cálculos detallados relativos a la masa de la puerta, el brazo de palanca, la distancia entre bisagras, la carga radial, la carga axial y los coeficientes de seguridad se recogen en el documento aparte Guía sobre la capacidad de carga de las bisagras de las puertas industriales. Esta página utiliza esos resultados únicamente para definir la trayectoria de carga de la soldadura.
Definir un eje de bisagra medible y un sistema de referencia
Las bisagras soldadas múltiples deben girar alrededor de un único eje funcional. Si se coloca cada bisagra a ojo contra un borde cercano de la chapa, pueden obtenerse tres posiciones aceptables por separado que no forman un eje recto.
El plano y el dispositivo de fijación deben determinar la posición del eje de la bisagra a partir de referencias estructurales estables. El sistema de referencia adecuado depende de cómo se fabrique e instale la máquina, pero normalmente debe relacionar el eje de la bisagra con la abertura del bastidor y la posición requerida de la puerta cerrada.
| Referencia | Posible función | Riesgo en caso de una mala elección |
|---|---|---|
| Plano estructural principal | Localiza el eje de la bisagra con respecto al bastidor de la máquina | Una superficie flexible o de carácter estético sufre cambios durante la soldadura o el recubrimiento |
| Referencia del marco vertical u horizontal | Controla la orientación del eje de la bisagra | La puerta sube o baja gradualmente a lo largo de su recorrido de apertura. |
| Plano de apertura de la puerta | Controla la holgura cerrada y el desplazamiento de la hoja | La puerta encaja en la bisagra, pero no queda bien colocada en el hueco. |
| Referencia sobre pestillos o enclavamientos | Coordina el borde libre con los herrajes de cierre | El pestillo o interruptor de seguridad se ve obligado a compensar el error de posición de la bisagra |
| Referencia del eje entre bisagras | Mantiene los casquillos de las bisagras discretos en posición coaxial | El pasador se atasca o la puerta da un respingo al moverse |
Cuando el diseño de la bisagra lo permita, se puede utilizar una barra de sujeción, un pasador de alineación extraíble, un elemento de posicionamiento mecanizado o un encaje común para sujetar los cilindros en un eje durante la soldadura de fijación. El dispositivo de sujeción debe situarse en el eje de rotación funcional, y no simplemente en el borde exterior de cada hoja de la bisagra.
ISO 1101:2017 Establece el lenguaje simbólico y las normas de interpretación para las especificaciones geométricas, tales como la forma, la orientación, la ubicación y la excentricidad. Permite definir sin ambigüedades los requisitos de dibujo relativos al eje de la bisagra y a la geometría de montaje. No especifica el tamaño de la soldadura, el procedimiento de soldadura, el aporte de calor, el material de aportación ni las discontinuidades admisibles en la soldadura.
Trazado de la línea divisoria: No establezcas una tolerancia estrecha para el eje de bisagra en un elemento que el proceso de fabricación no pueda medir ni controlar. Define conjuntamente las superficies de referencia, el método de medición, las condiciones de la fijación y la fase de inspección.
Controla la distorsión mediante el dispositivo de sujeción y la secuencia de soldadura
La soldadura calienta localmente la bisagra, la puerta, el refuerzo y el marco. A medida que el metal de la soldadura y el material circundante se enfrían, se contraen. Si esa contracción es desequilibrada, puede tirar de la hoja de la bisagra, hacer girar el cilindro, combar el borde de la puerta o deformar la abertura del marco.
El procedimiento de soldadura debe elaborarse teniendo en cuenta los materiales concretos, la geometría de la unión, los espesores, el diseño de la bisagra y el proceso de producción. Un artículo de carácter general no debe establecer valores universales para la longitud del cordón, la corriente, el alambre de aportación, la temperatura de precalentamiento o el tamaño de la soldadura.
El diseño mecánico y la fijación pueden reducir el riesgo de deformación incluso antes de que se definan los parámetros de soldadura:
- Localiza los puntos de referencia estructurales. Fija el bastidor y la puerta de la máquina utilizando las mismas referencias que figuran en el plano.
- Instala el espaciador del lado del pestillo o el calibre de inspección. Mantén la posición de puerta cerrada requerida, en lugar de dejar que sea la bisagra la que la determine accidentalmente.
- Coloca todas las bisagras en un único dispositivo de alineación común. Comprueba que el pasador esté bien insertado o que gire libremente antes de realizar cualquier soldadura definitiva.
- Realiza soldaduras de fijación controladas. Vuelve a comprobar el eje, el juego de la puerta, la posición del pestillo y el movimiento de apertura tras fijar provisionalmente.
- Regula la calefacción cuando lo permita el procedimiento establecido. Evita aplicar toda la energía térmica en un solo lado de la puerta o en una sola bisagra antes de comprobar su movimiento.
- Deja que el conjunto alcance la condición de inspección definida. No apruebes la alineación mientras el chasis siga sujeto y caliente.
- Vuelve a medir una vez que se haya soltado la pieza. La fijación puede ocultar tensiones residuales que solo se manifiestan tras retirar la sujeción.
| Fuente de distorsión | Resultado visible típico | Control del diseño o de la fabricación |
|---|---|---|
| Soldadura desequilibrada en una de las hojas de la bisagra | El cañón gira hacia la soldadura y el pasador empieza a atascarse | Fija el eje funcional y sigue la secuencia indicada |
| Armadura soldada solo en una de las caras de una puerta delgada | El borde de la puerta se curva hacia el marco o en dirección opuesta a este | Revisar la geometría del refuerzo y el balance térmico antes de la producción. |
| El marco queda terminado una vez alineadas las bisagras | La torsión del bastidor de la máquina modifica la apertura de la puerta | Definir en qué momento se establece el punto de referencia de la bisagra en la secuencia de montaje del bastidor |
| Bisagras soldadas individualmente sin un dispositivo de fijación con eje común | La puerta se mueve con facilidad en una parte de su recorrido y se atasca en otra. | Localiza todos los barriles a partir de un eje funcional común |
| Montaje aceptado mientras está sujeto con abrazaderas | La puerta cambia de posición tras soltar el dispositivo de sujeción | Revisar una vez que se haya enfriado y se haya soltado la sujeción |
| Las salpicaduras de soldadura o el calor llegan a la interfaz en movimiento | Movimiento brusco o desgaste prematuro | Proteja el pasador, el casquillo, la junta y la abertura del cilindro durante la fabricación. |
Coloca el circuito de retorno de la soldadura de tal forma que la corriente de soldadura no utilice el pasador de la bisagra, el casquillo ni la interfaz del cojinete como parte del circuito eléctrico. Los casquillos, juntas, lubricantes y piezas internas desmontables sensibles al calor también requieren un método de instalación específico para bisagras.
Coloca el refuerzo en el punto en el que la carga de la bisagra incide sobre el marco
El refuerzo solo es eficaz cuando transfiere la carga a la estructura circundante. Añadir una pequeña placa directamente debajo de una bisagra puede aumentar el espesor de la zona de soldadura, al tiempo que permite que la pared del tubo, la brida conformada o el revestimiento de la puerta cercanos se doblen libremente.
Revisa por separado el lado de la puerta y el lado del marco.
| Ubicación | A qué hay que oponerse | Preguntas para la revisión del dibujo |
|---|---|---|
| Bisagra superior del marco | Separación local, flexión de los montantes y las paredes, y torsión provocada por el momento de la puerta | ¿El refuerzo se une al armazón principal o solo a una pared? |
| Bisagra inferior del lado del marco | Compresión, apoyo local y estabilidad del eje | ¿Puede la estructura inferior deformarse y desplazar el eje bajo carga? |
| Zona de bisagras del lado de la puerta | Deformación de la chapa, torsión de los bordes y contracción local de la soldadura | ¿Hay algún marco interior de la puerta o reborde de retorno que soporte la carga? |
| Fin del refuerzo | Transición de rigidez y concentración cíclica de tensiones | ¿El refuerzo termina justo al lado de la soldadura sometida a mayor tensión? |
| Zona de holgura del cañón | Rotación completa sin contacto con el marco ni con el recubrimiento | ¿El refuerzo reduce el ángulo de apertura previsto? |
No existe un espesor ni una longitud de refuerzo universales que se apliquen a todos los bastidores de las máquinas. El valor depende del momento total de la puerta, la distancia entre bisagras, la sección del bastidor, el tipo de acero, la geometría de la soldadura, las vibraciones, la exposición a impactos y la deflexión admisible.
La relación general entre el grosor de la hoja, la estructura de la bisagra, la carga y la durabilidad general se aborda en el guía para bisagras industriales de alta resistencia. Esta página sigue centrada en la integración de la bisagra seleccionada en un bastidor soldado.
Ajusta el espacio entre la puerta cerrada y el pestillo, la junta o el enclavamiento
Una bisagra soldada resulta difícil de ajustar una vez fabricada. Por lo tanto, es necesario fijar la posición cerrada antes de que las soldaduras finales fijen la bisagra al marco.
La posición de cierre correcta puede controlarse mediante una o varias interfaces:
- Un pestillo y un cerrojo que deben encajar sin levantar la puerta
- Una junta perimetral que requiere un contacto uniforme
- Un solapamiento de la protección de una máquina que debe mantener una separación determinada
- Un actuador de enclavamiento que debe accionar el interruptor de forma constante
- Un tope mecánico que evita que la puerta se cierre incorrectamente
- Una superficie adyacente de un panel o recinto que requiera una alineación visual
No utilices el pestillo para colocar en su sitio una puerta soldada deformada, a menos que esa función forme parte explícitamente del diseño. Una fuerza de cierre excesiva puede ocultar un error en el eje de la bisagra durante el montaje, al tiempo que traslada el problema al pestillo, al marco, a la junta o al enclavamiento.
En el caso de una puerta de protección, compruebe el enclavamiento durante toda la secuencia de apertura y cierre. Asegúrese de que el interruptor no actúe como tope mecánico de la puerta y de que la vibración del marco o el hundimiento de la puerta no ejerzan una carga lateral sobre el actuador.
Comprobación de la alineación: Una puerta que solo se cierra después de que el usuario levante, gire o empuje el borde libre no está correctamente alineada, aunque finalmente se pueda cerrar el pestillo.
Vuelve a comprobar la alineación una vez finalizado el bastidor y el acabado de la superficie
Una puerta puede superar la inspección inmediatamente después de soldar las bisagras y, aun así, no superar la prueba una vez montada en la máquina. Las soldaduras posteriores del marco, la fijación de las protecciones, la elevación, el mecanizado, la instalación de la base, el recubrimiento en polvo, la acumulación de pintura o el reensamblaje pueden alterar la relación final entre la bisagra, el marco, el pestillo y la apertura de la puerta.
La inspección debe seguir el orden real de fabricación, en lugar de realizarse una sola vez.
| Fase de inspección | Comprobaciones específicas del bastidor de la máquina |
|---|---|
| Tras la soldadura por puntos de las bisagras | Eje común, movimiento libre del pasador, holguras preliminares, referencia del pestillo, envolvente de apertura y asentamiento del dispositivo de sujeción |
| Tras la soldadura final de las bisagras | Movimiento del eje, curvatura de la puerta, apertura del marco, inserción del pasador, rotación libre y deformación de la zona de soldadura |
| Una vez finalizado el bastidor principal de la máquina | Torsión del bastidor, perpendicularidad de la apertura, alineación de las protecciones adyacentes y posición del enclavamiento |
| Tras la liberación de la pieza y el enfriamiento | Movimiento residual que quedaba oculto por el dispositivo de sujeción |
| Después del recubrimiento o la pintura | Holgura del cañón, superficies de apoyo ocultas, holguras en las puertas, enganche del pestillo e interferencias del recubrimiento |
| Tras el montaje final de la máquina | Giro de la base, accesorios instalados, cables, paneles de protección, dispositivo de retención de apertura y fuerza de accionamiento |
Cuando la bisagra incluya pasadores extraíbles o componentes que puedan repararse, la inspección también debe confirmar la dirección de extracción, el espacio disponible para ello, la retención y la posibilidad de volver a instalar la puerta sin tener que forzar la alineación de los cilindros.
Diagnosticar problemas en puertas soldadas según los síntomas
El síntoma observado suele indicar qué parte del conjunto soldado se ha desplazado. Evita sustituir la bisagra antes de descartar que el desgaste de la misma se deba a una deformación del marco, a la flexión de la puerta, al desplazamiento de la soldadura, a un fallo del pestillo o a la interferencia del recubrimiento.
| Síntoma observado | Zonas que conviene inspeccionar | Por qué puede ocurrir |
|---|---|---|
| La puerta se mueve con facilidad cuando está entreabierta, pero se atasca cerca de una de las esquinas. | Coaxialidad de los cañones múltiples, rectitud de los pasadores y torsión del armazón | Los ejes de las bisagras están desplazados o desalineados angularmente |
| El pestillo solo se acciona cuando se levanta el borde libre | Momento de la puerta, zona superior de la bisagra, rigidez del marco y refuerzo de la puerta | La puerta, al estar cargada, se ha combado o la superficie de fijación de la bisagra se ha desplazado |
| El hueco queda ajustado en una esquina y abierto en la esquina opuesta. | Perfil recto de la puerta, abertura del marco, contracción de la soldadura y liberación de la plantilla | La puerta o el marco han adquirido la forma de un paralelogramo o de una superficie retorcida |
| El pasador quedaba suelto tras el fijado, pero bien ajustado tras la soldadura final | Rotación del cilindro, aporte de calor, secuencia de soldadura, salpicaduras y estado del casquillo | La soldadura final desplazó el eje funcional o dañó la interfaz móvil. |
| La grieta comienza junto a la soldadura de la bisagra | Punta de soldadura, zona afectada por el calor, extremo del refuerzo, vibración y transición de rigidez | La tensión cíclica se concentra en una zona concreta |
| La puerta encaja antes del recubrimiento, pero roza después. | Espesor del recubrimiento, enmascaramiento, holgura del tambor, holgura en el lado de la bisagra y montaje posterior | La autorización original no incluía el estado de acabado final. |
| La posición de la puerta cambia tras el anclaje de la máquina | Estructura base, puntos de nivelación, anclajes y torsión de la estructura instalada | La estructura de la máquina se desplazó después de que la puerta se alineara inicialmente. |
| El actuador del sistema de bloqueo presenta desgaste lateral | Holgura de las bisagras, posición del interruptor, tope de la puerta y recorrido de cierre | El interruptor compensa el error de alineación mecánica. |
En el caso de los conjuntos soldados, es posible que la reparación no se limite a sustituir la bisagra. Cortar y volver a soldar la misma bisagra en un marco deformado o débil puede provocar que se repita el fallo inicial.
Caso práctico de ingeniería de compuestos: una puerta de servicio soldada para una célula de automatización
Se trata de un escenario de ingeniería hipotético creado para explicar la lógica de selección. No es un informe de un proyecto de un cliente ni una declaración relativa a las pruebas de un producto.
Imaginemos una puerta de servicio alta montada sobre un bastidor soldado de una célula de automatización. La puerta cuenta con un panel de visión, una manilla, un sistema de cierre y un actuador de enclavamiento de seguridad. Se proponen tres bisagras soldadas a lo largo de un elemento del bastidor de tubo rectangular.
El primer diseño sitúa cada hoja de bisagra en la pared exterior del tubo. El tamaño de la bisagra parece suficiente, pero el plano no muestra ningún refuerzo interno ni un punto de referencia común para el eje de la bisagra. Cada bisagra se coloca tomando como referencia el borde más cercano de la chapa.
Durante el montaje inicial, la puerta encaja mientras el marco permanece en el dispositivo de soldadura. Una vez terminada la base de la máquina que lo rodea y liberado el marco de las abrazaderas, cambia el espacio libre del lado del pestillo. La parte inferior de la puerta sigue estando bien, pero el pestillo superior ya no encaja sin empujar la puerta hacia dentro.
La revisión técnica no debería recomendar de inmediato una bisagra más grande. En primer lugar, debería determinar si:
- El eje de la bisagra se desplazó al enfriarse las soldaduras del bastidor principal.
- La pared superior del tubo carece de la rigidez local suficiente.
- El marco interior de la puerta no transfiere el peso del panel de visión a la línea de las bisagras
- Las tres bisagras se localizaron a partir de referencias estéticas distintas.
- El pestillo y el dispositivo de enclavamiento se instalaron antes de verificar la posición definitiva del bastidor.
Un concepto revisado podría incluir un dispositivo de fijación común para el eje de la bisagra, un refuerzo fijado a la estructura tubular, un calibre definido para la puerta cerrada en el lado del pestillo e inspecciones tanto tras la soldadura de la bisagra como tras la finalización del bastidor principal. El modelo exacto de la bisagra, las dimensiones del refuerzo, el procedimiento de soldadura, las tolerancias y los límites de aceptación siguen siendo específicos de cada proyecto.
Lista de comprobación técnica de la puerta del bastidor de la máquina soldada
- La masa total de la puerta móvil incluye ventanas, malla, tiradores, pestillos, cables y otros componentes montados en la puerta.
- Se ha registrado la distancia entre el centro de gravedad y el eje de la bisagra.
- Las vías de carga, tanto por el lado de la puerta como por el del marco, llegan hasta los elementos estructurales.
- El número de bisagras y su separación dependen de la geometría real de la puerta y el marco.
- Todos los cilindros de bisagra discretos están situados en torno a un eje funcional medible.
- El plano identifica los puntos de referencia estructurales, en lugar de basarse en los bordes estéticos de las chapas.
- El herraje determina tanto la ubicación del eje de la bisagra como la posición de la puerta cerrada.
- Durante la soldadura por puntos se representa la relación entre el pestillo, la junta, el tope o el enclavamiento.
- El refuerzo transmite la carga de la bisagra a la estructura circundante de la máquina.
- La zona de soldadura cuenta con acceso suficiente para el procedimiento de soldadura del proyecto.
- El pasador, el casquillo, la junta, el rodamiento y el lubricante están protegidos contra el calor, la corriente y las salpicaduras, tal y como exige el diseño de la bisagra.
- La alineación se comprueba tras la soldadura de fijación, la soldadura definitiva, el enfriamiento y la retirada de los soportes.
- Una vez finalizados el bastidor principal y el acabado de la superficie, se vuelve a comprobar la puerta.
- El pestillo se engancha sin necesidad de levantar, girar ni forzar el borde libre.
- La puerta se desplaza hasta alcanzar el ángulo de apertura necesario sin atascarse ni entrar en contacto con el marco.
- El método de inspección y los límites de aceptación específicos del proyecto figuran en la documentación aprobada.
La comprobación con el catálogo es una recomendación preliminar. La revisión de los planos y de la trayectoria de carga constituye la revisión técnica. Se requiere un conjunto representativo de puerta soldada para la aprobación de la muestra. La aprobación de la producción debe basarse en el plano aprobado, la documentación de soldadura, el método de inspección y los requisitos de control de cambios. Estas distinciones deben ser breves en este contexto; se recomienda consultar un artículo específico sobre el proceso de aprovisionamiento de los fabricantes de equipo original (OEM) para conocer el flujo de trabajo más amplio.
Preguntas frecuentes
¿Son las bisagras soldadas siempre más resistentes que las atornilladas en los bastidores de las máquinas?
No. El resultado final depende de la bisagra, la soldadura, el material base, el refuerzo, la rigidez del marco, la geometría de la puerta, las vibraciones y la calidad de la fabricación. La fijación soldada elimina las interfaces de los elementos de sujeción, pero puede provocar deformaciones, tensiones residuales y dificultar la sustitución in situ.
¿Cómo se pueden mantener varias bisagras soldadas alineadas en un mismo eje?
Localice el eje funcional del cilindro o del pasador a partir de puntos de referencia estructurales comunes y sujete todas las bisagras en una sola plantilla, siempre que el diseño de las mismas lo permita. Compruebe que la rotación es libre o que el pasador se inserta correctamente tras el soldado de fijación, la soldadura definitiva, el enfriamiento y la retirada de la plantilla.
¿Se debe instalar la puerta de la máquina con las bisagras soldadas?
Las condiciones correctas de sujeción dependen de cada proyecto concreto. El proceso debe reproducir el eje de bisagra previsto y la geometría de la puerta cerrada, sin permitir que el peso de la puerta, la fuerza del pestillo o la sujeción de la plantilla oculten cualquier distorsión. El procedimiento de soldadura y el plan de sujeción deben definir claramente dichas condiciones.
¿Puede la norma ISO 1101 definir la calidad de soldadura requerida?
No. La norma ISO 1101 establece reglas para las especificaciones geométricas, como la forma, la orientación y la ubicación. No define los parámetros de los procedimientos de soldadura, el tamaño de la soldadura, el material de aportación, el aporte de calor ni los criterios de aceptación de defectos en la soldadura.
¿Por qué una puerta de máquina soldada encaja bien antes de pintarla, pero roza una vez acabada?
El espesor del recubrimiento, un juego insuficiente en el cilindro, errores en las zonas enmascaradas, variaciones en el montaje o movimientos durante el proceso de acabado pueden reducir el espacio disponible. La puerta debe revisarse una vez finalizado el acabado y el montaje definitivo.
¿Se debe tener en cuenta el peso de la puerta sin nada cuando se eligen las bisagras?
No. Utilice el conjunto completo de la puerta móvil, incluyendo el refuerzo, las ventanas, la malla, las manillas, los pestillos, los dispositivos de enclavamiento, los cables, el aislamiento y cualquier otro componente que se mueva junto con la puerta.
Libera la puerta soldada basándote en la geometría medida, no en el ajuste visual
Las bisagras de las puertas del bastidor de la máquina soldado solo deben liberarse una vez que la carga total de la puerta, la trayectoria de la carga estructural, el punto de referencia del eje de la bisagra, el refuerzo, la interfaz de la puerta cerrada, el estado de los elementos de fijación y las fases de inspección se hayan vinculado a la misma revisión del plano.
El hecho de que una puerta parezca cuadrada mientras está sujeta con abrazaderas no constituye una prueba suficiente. El conjunto terminado debe mantenerse dentro de los límites de alineación específicos del proyecto tras la soldadura final, el enfriamiento, la retirada de las abrazaderas, la finalización del bastidor de la máquina que lo rodea, el acabado superficial y la instalación definitiva.
La cuestión práctica que hay que plantearse es sencilla: ¿gira libremente la puerta montada y vuelve a la posición requerida sin forzar el pestillo, sobrecargar el enclavamiento, rozar el marco ni utilizar el revestimiento y la junta para ocultar un error de fabricación?
Enviar una interfaz de puerta soldada para su revisión
Envíe a HTAN la sección del bastidor de la máquina, la masa total de la puerta, la posición del centro de gravedad, la ubicación de las bisagras, los refuerzos, el acceso propuesto para la soldadura, el esquema de referencia, la posición del pestillo o del enclavamiento, el ángulo de apertura y las comprobaciones de alineación necesarias tras la soldadura.