HTAN ist einer der führenden Hersteller von industriellen Scharnieren, Griffen und Verschlüssen in China.


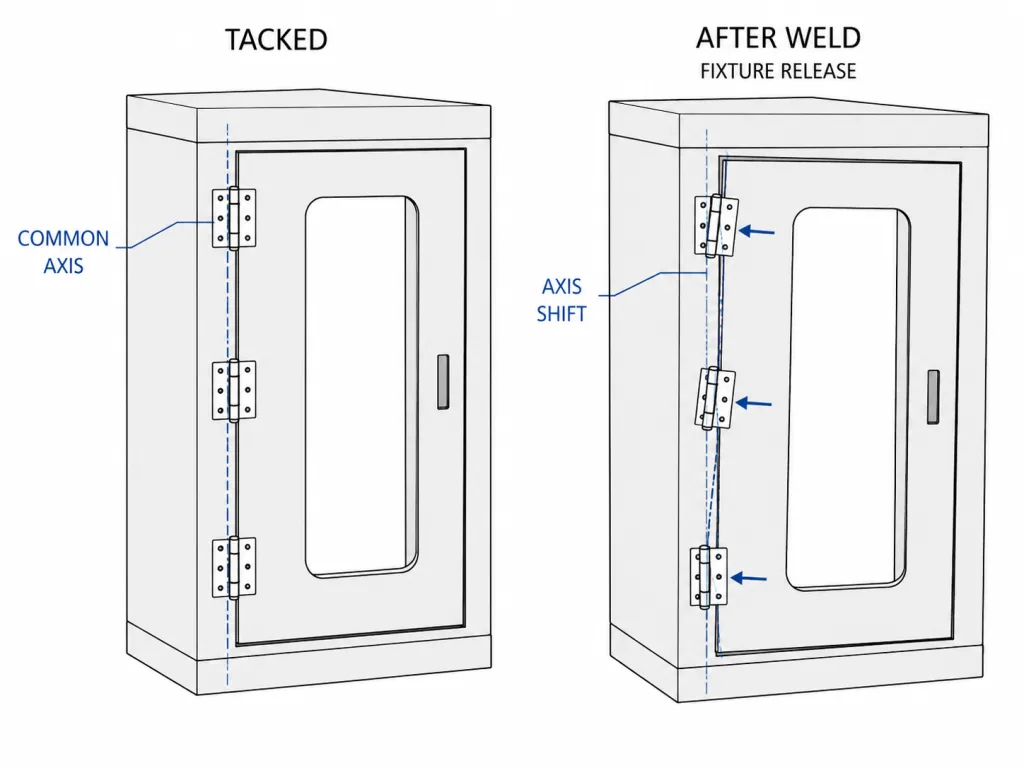
Eine Maschinentür kann zwar mit einem Scharnier mit ausreichender, im Katalog angegebener Tragfähigkeit ausgestattet sein und dennoch während der Fertigung versagen. Die Tür passt nach dem Heftschweißen möglicherweise noch korrekt, klemmt dann aber nach den Endschweißnähten. Die Verriegelung lässt sich auf dem Schweißtisch zwar ausrichten, passt aber nicht mehr, sobald der Maschinenrahmen fertiggestellt ist. Eine gerade Scharnierachse kann sich zudem verziehen oder verschieben, wenn einzelne Rahmenelemente in unterschiedliche Richtungen schrumpfen.
Für geschweißte Türscharniere für Maschinenrahmen, das Scharnier ist nur ein Teil des Tragwerkssystems. Die Masse der Tür, der Schwerpunkt, die Steifigkeit des Rahmens, die Verstärkung, die Lage der Scharnierachse, die Konstruktion der Spannvorrichtung, die Schweißreihenfolge, die Position der Verriegelung und die Verformung nach dem Schweißen müssen aufeinander abgestimmt sein.
In dieser Anleitung wird erläutert, wie dieses System vor der Fertigung definiert und nach dem Schweißen, der Beschichtung und der endgültigen Maschinenmontage überprüft wird. Das Ziel besteht nicht einfach darin, ein Scharnier an einen Rahmen zu schweißen. Das Ziel ist es, eine Tür herzustellen, die ihre Last trägt, sich frei drehen lässt, in die vorgegebene Schließposition zurückkehrt und mit dem Riegel, der Dichtung oder der Verriegelung ausgerichtet bleibt.
Entscheidungsgrenze
In diesem Artikel wird davon ausgegangen, dass bereits eine geschweißte Befestigung gewählt wurde. Wenn im Projekt noch zwischen einer geschweißten und einer abnehmbaren Befestigung entschieden wird, verwenden Sie zunächst die Leitfaden zur Entscheidung zwischen angeschweißten und angeschraubten Scharnieren.
Die Aufgabe ist hier enger gefasst: Es gilt, die Geometrie einer geschweißten Scharnierbefestigung am Maschinenrahmen zu definieren und zu validieren, ohne dass es zu Schweißverformungen, schwachen Lastwegen oder ungenauen Bezugspunkten für die Steuerung der endgültigen Türposition kommt.
Beginnen Sie mit dem Aufbau der Türscharniere am geschweißten Maschinenrahmen
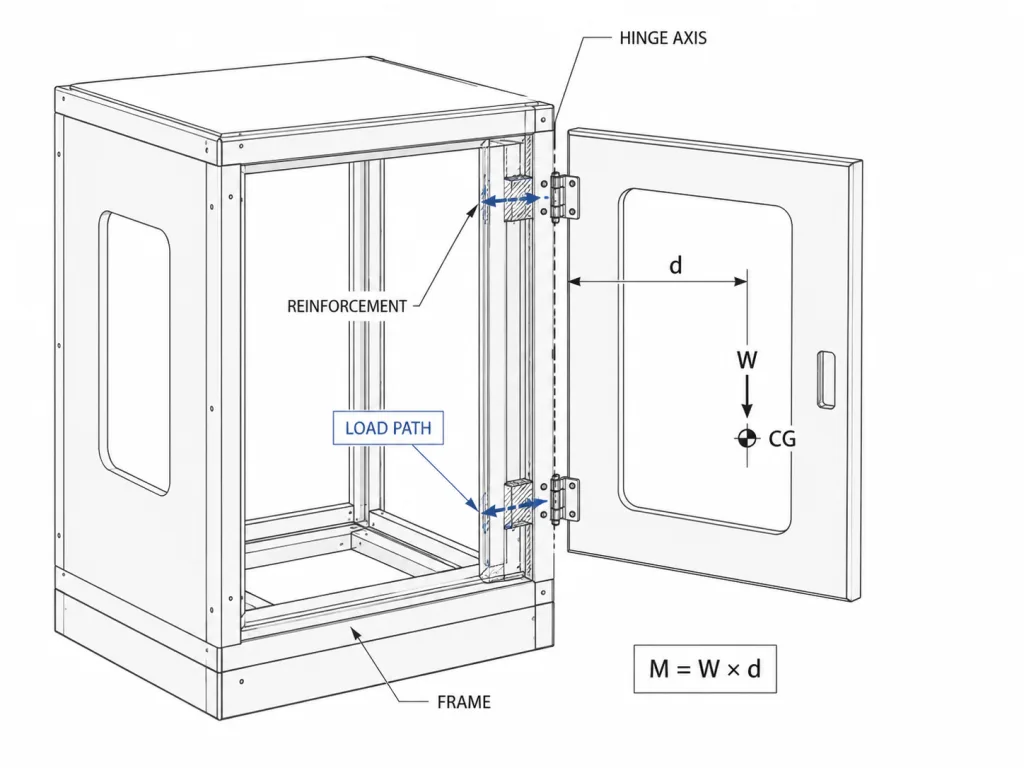
Beginnen Sie nicht nur mit einem Scharniermodell und einem Türgewicht. Beginnen Sie mit einem Schnittbild durch die Scharnierseite der Maschine. Der Schnitt sollte alle Konstruktionsschichten zwischen dem Scharnierkörper und dem Hauptrahmen der Maschine zeigen.

Ein typischer Aufbau kann ein Rechteckrohr, einen geformten Rahmenflansch, eine Türverkleidung, einen inneren Türrahmen, eine Verstärkungsplatte, ein Scharnierblatt, eine Schweißzone, eine Dichtungsumrandung, ein Schutzgitter oder eine Zierblende umfassen. Die tatsächliche Kombination ist projektspezifisch.
Die entscheidende Frage ist, ob die auf die Tür einwirkende Last in ein tragendes Rahmenelement einfließt oder von einer flexiblen Außenhaut aufgefangen wird. Ein dickes Scharnier, das an eine dünne, nicht abgestützte Platte geschweißt ist, sorgt nicht für ein stabiles Türsystem. Die Platte kann sich um die Schweißnaht herum verbiegen, während das Scharnier selbst unbeschädigt bleibt.
| Stack-up-Eingabe | Was muss nachgewiesen werden? | Warum dies die Ausrichtung beeinflusst |
|---|---|---|
| Hauptrahmenelement | Rohr, U-Profil, Platte, Winkelprofil oder Formprofil zur Halterung des Scharniers | Bestimmt die Steifigkeit und den endgültigen Lastpfad in die Maschine |
| Türkonstruktion | Wandstärke, Innenrahmen, Rücklaufflansch, Fenster, Gitter und Zubehör | Regelt die Türauslenkung und den tatsächlichen Schwerpunkt |
| Position des Scharnierflügels | Kontaktfläche, Schweißzugang, Trommelversatz und Ausrichtung | Steuert die Drehachse und die verfügbare Schweißgeometrie |
| Verstärkung | Stützplatte, lokaler Rohreinsatz, Rippe oder geformter Rücklauf | Verteilt die konzentrierte Belastung am Scharnier auf eine größere Tragfläche |
| Geschlossene Schnittstelle | Verriegelung, Anschlag, Dichtung, Verriegelungsziel oder Überlappung der Schutzklappe | Legt fest, wohin die Tür nach dem Schweißen und dem Zyklus zurückfahren muss |
| Umschlag öffnen | Erforderlicher Winkel und Abstand zu Rahmen, Schutzvorrichtungen, Kabeln und Geräten | Verhindert, dass das Scharniergehäuse oder das Scharnierblatt eine Kollision verursacht |
In der Aufbauezeichnung sollte außerdem gekennzeichnet werden, welche Merkmale tragend und welche rein optischer Natur sind. Eine lackierte Blechkante mag zwar als Anhaltspunkt für die Positionierung des Scharniers geeignet erscheinen, ist jedoch möglicherweise nicht stabil genug, um als Fertigungsbezugspunkt zu dienen.
Die Türlast auf den Maschinenrahmen übertragen
Die gesamte Baugruppe der beweglichen Tür erzeugt ein Drehmoment um die Scharnierachse. Eine nützliche erste Beziehung lautet:
Türmoment: M = W × d
W ist die Schwerkraftbelastung der gesamten beweglichen Tür, und d ist der horizontale Abstand von der Scharnierachse zum Schwerpunkt der Türbaugruppe.
Dies ist ein allgemeiner mechanischer Zusammenhang. Es handelt sich dabei weder um eine Scharnierbelastbarkeit noch um eine Regel für die Schweißnahtgröße oder um ein abschließendes Abnahmekriterium für die Produktion.
Das Türmoment muss über den Scharnierstift, die Gelenkköpfe oder das Scharniergehäuse, die Scharnierflügel, die Schweißnähte, die Verstärkungen und die Rahmenelemente übertragen werden. Eine Schwachstelle an einer beliebigen Stelle dieser Kette kann zu einem Durchhängen oder einer dauerhaften Verschiebung führen, selbst wenn der Scharnierstift groß genug ist.
Sehen Sie sich die folgenden Fragen zum Lastpfad an:
- Ist jedes Scharnierblatt direkt mit einem tragenden Rahmenelement verbunden?
- Wird bei dem Türflügel ein Innenrahmen oder nur das Außenblech belastet?
- Kann sich die lokale Rahmenwand im Bereich des Scharniers verbiegen, verdrehen oder wellenförmig verformen?
- Endet die Bewehrung abrupt neben der Schweißnaht, sodass ein scharfer Steifigkeitsübergang entsteht?
- Hält der obere Scharnierbereich der durch das Türmoment erzeugten Trennkraft stand?
- Können Vibrationen den umgebenden Rahmen in Bewegung versetzen, auch wenn das Scharnier starr bleibt?
Die detaillierten Berechnungen zu Türmasse, Hebelarm, Scharnierabstand, Radialbelastung, Axialbelastung und Sicherheitsfaktoren sind in dem separaten Leitfaden zur Tragfähigkeit von Scharnieren für Industrietore. Diese Seite verwendet diese Ergebnisse ausschließlich zur Festlegung des Schweißlastpfads.
Festlegen einer messbaren Scharnierachse und eines Bezugssystems
Mehrere geschweißte Scharniere müssen sich um eine Funktionsachse drehen. Wenn man jedes Scharnier nach Augenmaß an einer nahegelegenen Blechkante anbringt, können sich drei für sich genommen akzeptable Positionen ergeben, die jedoch keine gerade Achse bilden.
In der Zeichnung und der Vorrichtung sollte die Scharnierachse anhand stabiler baulicher Bezugspunkte festgelegt werden. Das richtige Bezugssystem hängt davon ab, wie die Maschine gefertigt und installiert wird, sollte jedoch in der Regel die Scharnierachse mit der Rahmenöffnung und der erforderlichen Position der geschlossenen Tür verknüpfen.
| Referenz | Mögliche Funktion | Risiko bei schlechter Auswahl |
|---|---|---|
| Primäre Strukturebene | Ermittelt die Lage der Scharnierachse relativ zum Maschinenrahmen | Eine flexible oder kosmetische Oberfläche verändert sich beim Schweißen oder bei der Beschichtung |
| Vertikaler oder horizontaler Rahmenbezugspunkt | Steuert die Ausrichtung der Scharnierachse | Das Tor fährt über seinen gesamten Öffnungsweg hinweg langsam nach oben oder unten. |
| Türöffnungsfläche | Regelt den geschlossenen Spalt und den Flügelversatz | Die Tür passt zwar in das Scharnier, sitzt aber nicht richtig in der Öffnung. |
| Verweis auf Verriegelung oder Sicherheitsverriegelung | Passt die freie Kante an die Verschlussbeschläge an | Die Verriegelung bzw. der Sicherheitsschalter muss den Fehler bei der Scharnierposition ausgleichen |
| Bezug auf die Achse zwischen den Scharnieren | Sorgt dafür, dass die einzelnen Scharnierhülsen koaxial bleiben | Der Stift klemmt oder die Tür springt während der Bewegung auf |
Sofern die Scharnierkonstruktion dies zulässt, können eine Spannleiste, ein herausnehmbarer Ausrichtungsstift, eine maschinell bearbeitete Passfläche oder eine gemeinsame Aufnahmemöglichkeit verwendet werden, um die Zylinder während des Heftschweißens auf einer Achse zu fixieren. Die Vorrichtung muss die funktionale Drehachse fixieren – nicht lediglich die Außenkante jedes Scharnierflügels.
ISO 1101:2017 Legt die Symbolsprache und die Auslegungsregeln für geometrische Angaben wie Form, Ausrichtung, Lage und Rundlauf fest. Damit lassen sich eindeutige Zeichnungsvorgaben für die Scharnierachse und die Befestigungsgeometrie festlegen. Die Norm enthält keine Angaben zu Schweißnahtgröße, Schweißverfahren, Wärmeeintrag, Zusatzwerkstoff oder zulässigen Schweißnahtfehlern.
Grenze zeichnen: Legen Sie keine enge Toleranz für die Scharnierachse bei einem Merkmal fest, das im Fertigungsprozess nicht gemessen oder kontrolliert werden kann. Legen Sie die Bezugsebenen, die Messmethode, die Aufspannbedingungen und die Prüfphase gemeinsam fest.
Verzerrungen durch die Halterung und die Schweißsequenz kontrollieren
Durch das Schweißen werden das Scharnier, die Tür, die Verstärkung und der Rahmen lokal erhitzt. Beim Abkühlen ziehen sich das Schweißgut und das umgebende Material zusammen. Ist diese Schrumpfung ungleichmäßig, kann dies dazu führen, dass sich das Scharnierblatt verzieht, der Scharnierzylinder verdreht, die Türkante sich wölbt oder die Rahmenöffnung verzieht.
Das Schweißverfahren muss unter Berücksichtigung der tatsächlich verwendeten Werkstoffe, der Fugengeometrie, der Wandstärken, der Scharnierkonstruktion und des Fertigungsprozesses entwickelt werden. In einem allgemeinen Artikel sollten keine universell gültigen Vorgaben für Nahtlänge, Stromstärke, Schweißdraht, Vorwärmtemperatur oder Nahtgröße gemacht werden.
Durch die mechanische Konstruktion und die Halterung lässt sich das Verformungsrisiko noch verringern, bevor die Schweißparameter endgültig festgelegt werden:
- Bestimmen Sie die konstruktiven Bezugspunkte. Befestigen Sie den Maschinenrahmen und die Tür anhand derselben Bezugspunkte, die in der Zeichnung angegeben sind.
- Setzen Sie den Abstandhalter auf der Verriegelungsseite oder die Prüflehre ein. Halten Sie die gewünschte Position der geschlossenen Tür ein, anstatt zuzulassen, dass das Scharnier diese versehentlich bestimmt.
- Legen Sie alle Scharniere in eine gemeinsame Ausrichtvorrichtung ein. Vergewissern Sie sich vor jeder endgültigen Schweißnaht, dass der Stift richtig eingesetzt ist oder sich frei drehen lässt.
- Kontrollierte Heftschweißnähte anbringen. Überprüfen Sie nach dem Heften noch einmal die Achse, den Türspalt, die Position der Verriegelung und die Öffnungsbewegung.
- Die Wärmeausgleichsmaßnahmen sind dort durchzuführen, wo das zugelassene Verfahren dies zulässt. Vermeiden Sie es, die gesamte Wärmezufuhr auf einer Seite der Tür oder an einem Scharnier abzuschließen, bevor Sie die Beweglichkeit überprüft haben.
- Warten Sie, bis die Baugruppe den festgelegten Prüfzustand erreicht hat. Die Achsvermessung darf nicht genehmigt werden, solange der Rahmen noch fixiert und heiß ist.
- Nach dem Lösen der Befestigung erneut messen. Die Spannvorrichtung kann Restspannungen verbergen, die erst nach dem Lösen der Spannung auftreten.
| Verzerrungsquelle | Typisches sichtbares Ergebnis | Konstruktions- oder Fertigungskontrolle |
|---|---|---|
| Unausgewogene Schweißnaht an einem Scharnierflügel | Der Lauf dreht sich in Richtung der Schweißnaht, und der Bolzen beginnt zu klemmen | Die Funktionsachse fixieren und die vorgeschriebene Reihenfolge einhalten |
| Geschweißte Verstärkung nur auf einer Seite einer dünnen Tür | Die Türkante wölbt sich zum Rahmen hin oder vom Rahmen weg | Überprüfen Sie vor der Produktion die Geometrie der Verstärkung und die Wärmebilanz. |
| Der Rahmen ist fertiggestellt, nachdem die Scharniere ausgerichtet wurden | Durch die Verdrehung des Maschinenrahmens verändert sich die Türöffnung | Legen Sie fest, wann der Bezugspunkt für das Scharnier im Rahmenbauablauf festgelegt wird. |
| Einzeln geschweißte Scharniere ohne gemeinsame Achsenvorrichtung | Die Tür lässt sich in einem Teil des Schwenkbereichs frei bewegen und sitzt an anderer Stelle fest. | Alle Fässer entlang einer gemeinsamen Funktionsachse lokalisieren |
| Baugruppe im eingespannten Zustand angenommen | Die Tür ändert ihre Position, nachdem die Halterung gelöst wurde | Nach dem Abkühlen und Lösen der Klemmen überprüfen |
| Schweißspritzer oder Hitze gelangen an die sich bewegende Trennfläche | Unregelmäßiger Lauf oder vorzeitiger Verschleiß | Schützen Sie den Stift, die Buchse, die Dichtung und die Zylinderöffnung während der Fertigung. |
Verlegen Sie den Schweißrückleiter so, dass der Schweißstrom weder den Scharnierbolzen noch die Buchse oder die Lagerverbindung als Teil des Strompfads nutzt. Wärmeempfindliche Buchsen, Dichtungen, Schmiermittel und herausnehmbare Innenteile erfordern zudem eine scharnierspezifische Montageweise.
Die Verstärkung dort anbringen, wo die Scharnierlast auf den Rahmen einwirkt
Eine Verstärkung ist nur dann wirksam, wenn sie die Last auf die umgebende Konstruktion überträgt. Das Anbringen einer kleinen Platte direkt unter einem Scharnier kann zwar den Schweißbereich verdicken, lässt aber die benachbarte Rohrwand, den geformten Flansch oder die Türverkleidung weiterhin frei biegbar.
Überprüfen Sie die Türseite und die Rahmenseite getrennt voneinander.
| Standort | Wogegen man sich wehren muss | Fragen zur Zeichnungsprüfung |
|---|---|---|
| Scharnier an der Oberseite des Rahmens | Lokale Trennung, Biegung der Rahmenwände und Verdrehung durch das Türmoment | Ist die Verstärkung mit dem Hauptrahmen verbunden oder nur mit einer Wand? |
| Scharnier an der Unterseite des Rahmens | Kompression, lokale Lagerung und Achsstabilität | Kann sich die untere Konstruktion unter Belastung verformen und die Achse verschieben? |
| Scharnierbereich an der Türseite | Hautverformung, Kantenverdrehung und lokale Schweißschrumpfung | Gibt es einen inneren Türrahmen oder einen Rücklaufflansch, der die Last trägt? |
| Ende der Verstärkung | Steifigkeitsübergang und zyklische Spannungskonzentration | Endet die Bewehrung direkt neben der am stärksten beanspruchten Schweißnaht? |
| Freiraumzone des Laufs | Vollständige Drehung ohne Kontakt mit dem Rahmen oder der Beschichtung | Verringert die Verstärkung den vorgesehenen Öffnungswinkel? |
Es gibt keine einheitliche Verstärkungsdicke oder -länge, die für jeden Maschinenrahmen gilt. Der Wert hängt vom Gesamtmoment der Tür, dem Scharnierabstand, dem Rahmenquerschnitt, der Stahlsorte, der Schweißgeometrie, den Schwingungen, der Stoßbelastung und der zulässigen Durchbiegung ab.
Der allgemeine Zusammenhang zwischen Blattdicke, Scharnierkonstruktion, Belastung und allgemeiner Haltbarkeit wird in der Hochleistungs-Industrie-Scharnierführung. Auf dieser Seite geht es weiterhin um den Einbau des ausgewählten Scharniers in einen geschweißten Rahmen.
Stellen Sie den Spalt bei geschlossener Tür am Riegel, an der Dichtung oder an der Verriegelung ein
Ein geschweißtes Scharnier lässt sich nach der Fertigung nur noch schwer justieren. Die geschlossene Position muss daher festgelegt werden, bevor das Scharnier durch die Endschweißnähte im Rahmen fixiert wird.
Die korrekte Schließposition kann über eine oder mehrere Schnittstellen gesteuert werden:
- Eine Verriegelung und ein Schließbolzen, die ineinander greifen müssen, ohne dass die Tür angehoben wird
- Eine Umfangsdichtung, die einen gleichmäßigen Kontakt erfordert
- Eine Überlappung der Maschinenschutzvorrichtung, bei der ein bestimmter Abstand eingehalten werden muss
- Ein Verriegelungsaktuator, der den Schalter stets betätigen muss
- Ein mechanischer Anschlag, der verhindert, dass die Tür falsch in die Verriegelung einrastet
- Eine benachbarte Platten- oder Gehäusefläche, die eine optische Ausrichtung erfordert
Verwenden Sie den Verschluss nicht dazu, eine verzogene Schweißtür in Position zu ziehen, es sei denn, diese Funktion ist ausdrücklich Teil der Konstruktion. Eine zu hohe Schließkraft kann Fehler an der Scharnierachse während der Montage verschleiern und das Problem auf den Verschluss, den Rahmen, die Dichtung oder die Verriegelung übertragen.
Bei einer Schutztür ist die Verriegelung während des gesamten Öffnungs- und Schließvorgangs zu prüfen. Stellen Sie sicher, dass der Schalter nicht als mechanischer Türanschlag fungiert und dass Vibrationen des Rahmens oder ein Durchhängen der Tür keine seitliche Belastung auf den Stellantrieb ausüben.
Ausrichtungsprüfung: Eine Tür, die sich erst schließt, nachdem der Bediener die freie Kante angehoben, gedreht oder gedrückt hat, ist nicht korrekt ausgerichtet, selbst wenn die Verriegelung schließlich einrastet.
Nach Fertigstellung des Rahmens und der Oberflächenbearbeitung die Ausrichtung erneut überprüfen
Eine Tür kann unmittelbar nach dem Schweißen der Scharniere die Prüfung bestehen und dennoch an der fertigen Maschine versagen. Spätere Rahmenschweißnähte, die Anbringung von Schutzvorrichtungen, das Anheben, die Bearbeitung, die Montage des Sockels, die Pulverbeschichtung, der Farbauftrag oder der erneute Zusammenbau können das endgültige Zusammenspiel zwischen Scharnier, Rahmen, Verriegelung und Türöffnung verändern.
Die Prüfung sollte sich an der tatsächlichen Fertigungsreihenfolge orientieren und nicht nur einmalig erfolgen.
| Prüfphase | Maschinenrahmenspezifische Prüfungen |
|---|---|
| Nach dem Heftschweißen der Scharniere | Gemeinsame Achse, freie Stiftbewegung, Vorabstände, Verriegelungsreferenz, Öffnungsbereich und Sitz der Halterung |
| Nach dem abschließenden Schweißen der Scharniere | Achsbewegung, Türwölbung, Rahmenöffnung, Bolzeneinsetzung, freie Drehung und Verformung im Schweißbereich |
| Nachdem der Hauptrahmen der Maschine fertiggestellt ist | Rahmenverdrehung, Rechtwinkligkeit der Öffnung, Ausrichtung benachbarter Schutzvorrichtungen und Verriegelungsposition |
| Nach dem Entformen und Abkühlen | Restbewegung, die durch die Halterung verdeckt wurde |
| Nach dem Beschichten oder Lackieren | Laufspiel, verdeckte Lagerflächen, Türspalte, Verriegelungseingriff und Beeinträchtigung durch Beschichtungen |
| Nach der Endmontage der Maschine | Grundverdrehung, montiertes Zubehör, Kabel, Schutzbleche, Öffnungsbegrenzung und Betätigungskraft |
Verfügt das Scharnier über herausnehmbare Stifte oder wartungsfähige Komponenten, sollte bei der Inspektion auch die Ausbau-Richtung, der verfügbare Ausbauraum, die Halterung sowie die Möglichkeit, die Tür wieder einzubauen, ohne die Scharnierstifte gewaltsam in Position bringen zu müssen, überprüft werden.
Fehler an geschweißten Türen anhand der Symptome diagnostizieren
Das beobachtete Symptom gibt oft Aufschluss darüber, welcher Teil der geschweißten Baugruppe sich verschoben hat. Ersetzen Sie das Scharnier erst, nachdem Sie festgestellt haben, ob der Verschleiß des Scharniers auf eine Verformung des Rahmens, eine Durchbiegung der Tür, eine Verschiebung der Schweißnaht, einen Fehler am Türriegel oder eine Beeinträchtigung durch die Beschichtung zurückzuführen ist.
| Beobachtetes Symptom | Bereiche, die wahrscheinlich überprüft werden sollten | Warum dies auftreten kann |
|---|---|---|
| Die Tür lässt sich im teilweise geöffneten Zustand frei bewegen, sitzt jedoch an einer Ecke fest. | Koaxialität mehrerer Läufe, Geradheit der Bolzen und Verdrehung des Rahmens | Die Scharnierachsen sind versetzt oder winklig versetzt. |
| Die Verriegelung rastet erst ein, wenn die freie Kante angehoben wird | Türmoment, oberer Scharnierbereich, Rahmensteifigkeit und Türverstärkung | Die belastete Tür hat sich durchgebogen oder die Befestigungsfläche des Scharniers hat sich verschoben |
| An einer Ecke ist der Spalt eng, an der gegenüberliegenden Ecke hingegen weit. | Rechtwinkligkeit der Tür, Rahmenöffnung, Schweißschrumpfung und Lösen der Spannvorrichtung | Die Tür oder der Rahmen hat die Form eines Parallelogramms oder einer verdrehten Fläche angenommen. |
| Der Stift war nach dem Heften locker, nach dem endgültigen Schweißen jedoch fest. | Zylinderrotation, Wärmezufuhr, Schweißreihenfolge, Spritzer und Zustand der Buchse | Durch das abschließende Schweißen wurde die Funktionsachse verschoben oder die Bewegungsschnittstelle beschädigt. |
| Der Riss beginnt neben der Scharnier-Schweißnaht | Schweißnahtfuß, Wärmeeinflusszone, Bewehrungsabschluss, Schwingung und Steifigkeitsübergang | Die zyklische Beanspruchung konzentriert sich auf einen begrenzten Bereich |
| Die Tür passt vor der Lackierung, scheuert aber danach | Beschichtungsdicke, Abdeckung, Spiel im Trommelgehäuse, Spalt an der Scharnierseite und Wiedereinbau | Die ursprüngliche Freigabe umfasste nicht den fertigen Endzustand. |
| Die Türposition ändert sich nach der Verankerung der Maschine | Grundrahmen, Nivellierpunkte, Verankerungen und Verdrehung des montierten Rahmens | Die Maschinenstruktur hat sich verschoben, nachdem die Tür ursprünglich ausgerichtet worden war |
| Der Interlock-Stellantrieb weist seitlichen Verschleiß auf | Scharnierdurchhang, Schalterposition, Türanschlag und Schließweg | Der Schalter gleicht mechanische Ausrichtungsfehler aus |
Bei geschweißten Baugruppen reicht es für eine Reparatur unter Umständen nicht aus, lediglich das Scharnier auszutauschen. Das Abschneiden und erneute Anschweißen desselben Scharniers an einen verformten oder geschwächten Rahmen kann dazu führen, dass der ursprüngliche Defekt erneut auftritt.
Anwendungsbeispiel aus dem Verbundwerkstoffbau: Eine geschweißte Servicetür für eine Automatisierungszelle
Hierbei handelt es sich um ein fiktives technisches Szenario, das zur Veranschaulichung der Auswahllogik erstellt wurde. Es handelt sich weder um eine Kundenprojektdokumentation noch um einen Produkttestbericht.
Betrachten wir eine hohe Servicetür an einem geschweißten Rahmen einer Automatisierungszelle. Die Tür ist mit einem Sichtfenster, einem Griff, einem Verriegelungsgestänge und einem Sicherheitsverriegelungsantrieb ausgestattet. Es werden drei angeschweißte Scharniere entlang eines Rechteckrohr-Rahmenteils vorgeschlagen.
Beim ersten Entwurf ist jedes Scharnierblatt an der Außenwand des Rohrs angebracht. Die Scharniergröße scheint ausreichend zu sein, doch die Zeichnung zeigt weder eine innere Verstärkung noch eine gemeinsame Bezugsebene für die Scharnierachsen. Jedes Scharnier ist ausgehend von der nächstgelegenen Blechkante positioniert.
Bei der Erstmontage passt die Tür, während sich der Rahmen noch in der Schweißvorrichtung befindet. Nachdem der umgebende Maschinenfuß fertiggestellt und der Rahmen gelöst wurde, verändert sich der Spalt auf der Verriegelungsseite. Der untere Teil der Tür ist weiterhin in Ordnung, aber die obere Verriegelung lässt sich nicht mehr einrasten, ohne die Tür nach innen zu drücken.
Bei der technischen Überprüfung sollte nicht sofort ein größeres Scharnier vorgeschrieben werden. Zunächst sollte geprüft werden, ob:
- Die Scharnierachse verschob sich, als die Schweißnähte des Hauptrahmens abkühlten
- Der oberen Rohrwand fehlt es an ausreichender lokaler Steifigkeit
- Der Türinnenrahmen überträgt das Gewicht des Sichtfensters nicht auf die Scharnierlinie.
- Die drei Scharniere wurden anhand verschiedener Designvorlagen ermittelt.
- Die Verriegelung und die Sicherheitsverriegelung wurden eingebaut, bevor die endgültige Rahmenposition überprüft wurde.
Ein überarbeitetes Konzept könnte eine einheitliche Befestigung an der Scharnierachse, eine in die Rohrkonstruktion eingebundene Verstärkung, eine festgelegte Messvorrichtung bei geschlossener Tür auf der Verriegelungsseite sowie Prüfungen sowohl nach dem Schweißen der Scharniere als auch nach Fertigstellung des Hauptrahmens vorsehen. Das genaue Scharniermodell, die Abmessungen der Verstärkung, das Schweißverfahren, die Toleranzen und die Abnahmegrenzen bleiben projektspezifisch.
Technische Checkliste für geschweißte Maschinengittertüren
- Zur Gesamtmasse der beweglichen Tür gehören Fenster, Gitter, Griffe, Verriegelungen, Kabel und sonstige an der Tür angebrachte Bauteile.
- Der Abstand des Schwerpunkts von der Scharnierachse wird dokumentiert.
- Die Lastwege auf der Tür- und auf der Rahmenseite reichen bis zu den tragenden Bauteilen.
- Die Anzahl der Scharniere und deren Abstand richten sich nach der tatsächlichen Geometrie von Tür und Rahmen.
- Alle einzelnen Scharnierzylinder sind um eine messbare Funktionsachse angeordnet.
- Die Zeichnung gibt konstruktive Bezugspunkte an, anstatt sich auf die äußeren Kanten der Bleche zu stützen.
- Die Halterung legt sowohl die Lage der Scharnierachse als auch die Position der geschlossenen Tür fest.
- Die Beziehung zwischen Verriegelung, Dichtung, Anschlag oder Verriegelungsvorrichtung wird beim Heftschweißen dargestellt.
- Die Verstärkung leitet die Belastung des Scharniers in die umgebende Maschinenstruktur weiter.
- Der Schweißbereich ist für das im Rahmen des Projekts vorgesehene Schweißverfahren ausreichend zugänglich.
- Der Stift, die Buchse, die Dichtung, das Lager und das Schmiermittel sind entsprechend der Konstruktion des Scharniers vor Hitze, Strom und Spritzern geschützt.
- Die Ausrichtung wird nach dem Heften, dem Endschweißen, dem Abkühlen und dem Lösen der Spannvorrichtung überprüft.
- Nach Fertigstellung des Hauptrahmens und der Oberflächenbearbeitung wird die Tür erneut überprüft.
- Die Verriegelung rastet ein, ohne dass die freie Kante angehoben, verdreht oder mit Gewalt bewegt werden muss.
- Die Tür bewegt sich über den erforderlichen Öffnungswinkel, ohne zu klemmen oder den Rahmen zu berühren.
- Die Prüfverfahren und die projektspezifischen Abnahmegrenzen sind in den freigegebenen Unterlagen aufgeführt.
Ein Katalogabgleich ist eine vorläufige Empfehlung. Die Prüfung der Zeichnungen und des Lastpfads stellt eine technische Prüfung dar. Für die Musterfreigabe ist eine repräsentative geschweißte Türbaugruppe erforderlich. Bei der Serienfreigabe sollten die freigegebene Zeichnung, die Schweißdokumentation, das Prüfverfahren und die Anforderungen an die Änderungskontrolle herangezogen werden. Diese Unterscheidungen sollen hier nur kurz angesprochen werden; für den umfassenderen Arbeitsablauf wird ein eigener Artikel zum Beschaffungsprozess von Erstausrüstern empfohlen.
Häufig gestellte Fragen
Sind geschweißte Scharniere an Maschinenrahmen immer stabiler als verschraubte Scharniere?
Nein. Das Gesamtergebnis hängt vom Scharnier, der Schweißnaht, dem Grundwerkstoff, der Verstärkung, der Rahmensteifigkeit, der Türgeometrie, den Schwingungen und der Fertigungsqualität ab. Durch die geschweißte Befestigung entfallen zwar Befestigungsstellen, es können jedoch Verformungen und Eigenspannungen entstehen, und ein Austausch vor Ort kann sich als schwierig erweisen.
Wie lassen sich mehrere angeschweißte Scharniere auf einer Achse ausrichten?
Bestimmen Sie die Funktionsachse des Zylinders oder Bolzens anhand gemeinsamer Konstruktionsbezugspunkte und spannen Sie alle Scharniere in einer einzigen Vorrichtung ein, sofern die Scharnierkonstruktion dies zulässt. Überprüfen Sie die freie Drehbarkeit bzw. den Einsteckvorgang des Bolzens nach dem Heftschweißen, dem Endschweißen, dem Abkühlen und dem Lösen der Vorrichtung.
Soll die Maschinentür montiert werden, während die Scharniere verschweißt werden?
Die korrekten Spannvorrichtungsbedingungen sind projektspezifisch. Der Prozess muss die vorgesehene Scharnierachse und die Geometrie der geschlossenen Tür wiedergeben, ohne dass das Türgewicht, die Verriegelungskraft oder die Spannvorrichtung Verformungen verdecken. Das Schweißverfahren und der Spannvorrichtungsplan sollten diese Bedingungen klar definieren.
Kann die Norm ISO 1101 die erforderliche Schweißqualität festlegen?
Nein. Die Norm ISO 1101 enthält Vorschriften für geometrische Anforderungen wie Form, Ausrichtung und Lage. Sie definiert jedoch keine Schweißverfahrensparameter, Schweißnahtabmessungen, Schweißzusatzwerkstoffe, Wärmeeinbringung oder die Akzeptanz von Schweißfehlern.
Warum passt eine geschweißte Maschinentür vor dem Lackieren, reibt aber nach der Lackierung?
Die Beschichtungsdicke, ein unzureichendes Spiel im Zylinder, Fehler im abgedeckten Bereich, Abweichungen beim Zusammenbau oder Bewegungen während des Endbearbeitungsprozesses können den verfügbaren Spalt verringern. Die Tür sollte im fertig bearbeiteten und endgültig montierten Zustand überprüft werden.
Sollte bei der Auswahl der Scharniere das Gewicht der Tür ohne Verkleidung zugrunde gelegt werden?
Nein. Verwenden Sie die komplette Baugruppe der beweglichen Tür, einschließlich Verstärkung, Fenstern, Gitter, Griffen, Verriegelungen, Verriegelungsbeschlägen, Kabeln, Isolierung und allen anderen Bauteilen, die sich mit der Tür bewegen.
Die geschweißte Tür sollte anhand der vermessenen Geometrie und nicht anhand der optischen Passform freigegeben werden
Die Türscharniere des geschweißten Maschinenrahmens sollten erst freigegeben werden, nachdem die vollständige Türbelastung, der strukturelle Lastpfad, der Bezugspunkt der Scharnierachse, die Verstärkung, die Schnittstelle bei geschlossener Tür, der Zustand der Befestigung sowie die Prüfphasen auf dieselbe Zeichnungsrevision abgestimmt wurden.
Dass eine Tür im eingespannten Zustand rechtwinklig erscheint, reicht als Nachweis nicht aus. Die fertig montierte Baugruppe muss auch nach dem endgültigen Schweißen, dem Abkühlen, dem Lösen der Spannvorrichtung, der Fertigstellung des umgebenden Maschinenrahmens, der Oberflächenbearbeitung und der endgültigen Installation innerhalb der projektspezifischen Ausrichtungsgrenzen bleiben.
Die Frage zur praktischen Abnahme ist einfach: Lässt sich die fertige Tür frei drehen und kehrt sie in die vorgeschriebene Position zurück, ohne dass die Verriegelung überlastet, die Verriegelungsvorrichtung belastet, der Rahmen berührt oder die Beschichtung und die Dichtung dazu verwendet werden, Fertigungsfehler zu kaschieren?
Eine Schnittstelle für geschweißte Türen zur Prüfung einreichen
Teilen Sie HTAN den Maschinenrahmenquerschnitt, die Gesamtmasse der Tür, die Lage des Schwerpunkts, die Scharnierpositionen, die Verstärkungen, den vorgeschlagenen Schweißzugang, das Bezugssystem, die Position der Verriegelung oder der Sicherheitsverriegelung, den Öffnungswinkel sowie die erforderlichen Ausrichtungskontrollen nach dem Schweißen mit.


-768x768-1.png)


