HTAN est l'un des principaux fabricants de charnières, de poignées et de loquets industriels en Chine.


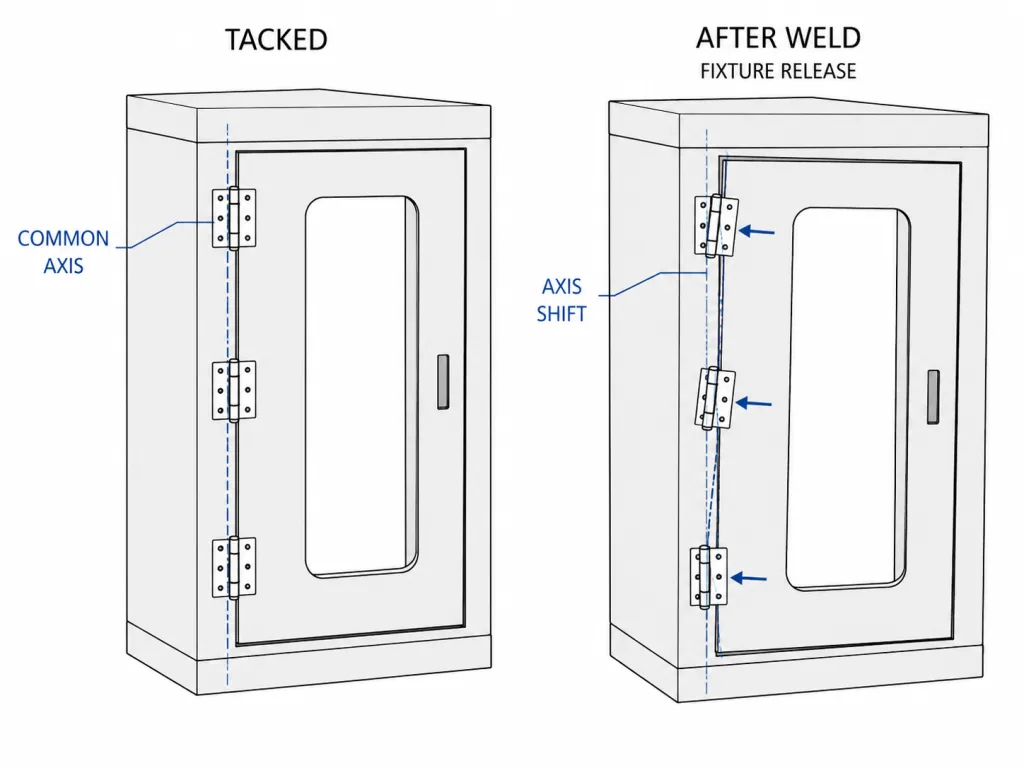
Une porte d'accès à une machine peut être équipée d'une charnière dont la capacité indiquée dans le catalogue est suffisante, mais présenter néanmoins un défaut lors de la fabrication. La porte peut s'ajuster correctement après le soudage par points, puis se coincer une fois les soudures définitives réalisées. Le loquet peut s'aligner sur la table de soudage, mais ne plus s'enclencher une fois le châssis de la machine terminé. Un axe de charnière initialement droit peut également se courber ou se décaler lorsque les différents éléments du châssis se rétractent dans des directions différentes.
Pour charpente de machine soudée, charnières de porte, la charnière ne constitue qu'un élément parmi d'autres du système structurel. La masse de la porte, son centre de gravité, la rigidité du cadre, les renforts, l'emplacement de l'axe de la charnière, la conception des fixations, l'ordre des soudures, la position du loquet et la déformation post-soudage doivent tous être pris en compte de manière globale.
Ce guide explique comment définir ce système avant la fabrication et comment le vérifier après le soudage, le revêtement et l'assemblage final de la machine. L'objectif n'est pas simplement de souder une charnière sur un châssis. L'objectif est de fabriquer une porte capable de supporter sa charge, de pivoter librement, de revenir à la position fermée spécifiée et de rester alignée avec le loquet, le joint d'étanchéité ou le dispositif de verrouillage.
Limite de décision
Cet article part du principe que la fixation soudée a déjà été choisie. Si, dans le cadre du projet, le choix entre une fixation soudée et une fixation amovible n'a pas encore été arrêté, utilisez d'abord la Guide d'aide à la décision : charnières à souder ou à visser.
La tâche à accomplir ici est plus ciblée : définir et valider la géométrie d'une charnière soudée montée sur le châssis d'une machine, en évitant toute déformation due au soudage, tout chemin de charge fragile ou toute référence imprécise pouvant influencer la position finale de la porte.
Commencez par l'assemblage des charnières de porte du châssis soudé de la machine
Ne commencez pas uniquement par un modèle de charnière et le poids de la porte. Commencez par réaliser une vue en coupe traversant le côté charnière de la machine. Cette coupe doit montrer toutes les couches structurelles situées entre le corps de la charnière et le châssis principal de la machine.

Un assemblage type peut comprendre un tube rectangulaire, une bride de cadre formée, un panneau de porte, un cadre de porte intérieur, une plaque de renfort, un vantail de charnière, une zone de soudure, un rebord de joint, un treillis de protection ou un cache décoratif. La combinaison exacte dépend de chaque projet.
La question principale est de savoir si la charge exercée par la porte est transmise à un élément porteur de la structure ou si elle est absorbée par un revêtement souple. Une charnière épaisse soudée à un panneau mince non soutenu ne constitue pas un système de porte solide. Le panneau risque de se déformer au niveau de la soudure, tandis que la charnière elle-même reste intacte.
| Entrée par empilement | Ce qu'il faut démontrer | Pourquoi cela affecte-t-il l'alignement ? |
|---|---|---|
| Élément principal du châssis | Tube, profilé en U, tôle, cornière ou profilé formé servant de support à la charnière | Détermine la rigidité et le chemin de charge final dans la machine |
| Structure de la porte | Épaisseur de la paroi, armature intérieure, rebord de retour, fenêtre, treillis et accessoires | Permet de contrôler la déviation de la porte et le centre de gravité réel |
| Position du vantail articulé | Surface de contact, accès à la soudure, décalage du fût et orientation | Permet de contrôler l'axe de rotation et la géométrie de soudure disponible |
| Renfort | Plaque d'appui, insert tubulaire local, nervure ou retour formé | Répartit la charge concentrée exercée sur la charnière sur une surface structurelle plus grande |
| Interface fermée | Loquet, butée, joint d'étanchéité, point d'interverrouillage ou chevauchement de la porte de protection | Définit la position dans laquelle la porte doit revenir après le soudage et le cycle |
| Ouverture de l'enveloppe | Angle et dégagement requis par rapport au châssis, aux protections, aux câbles et aux équipements | Empêche le cylindre de la charnière ou le vantail de provoquer un gênement |
Le plan d'assemblage doit également préciser quelles caractéristiques sont structurelles et lesquelles sont purement esthétiques. Le bord d'une tôle peinte peut sembler pratique pour positionner la charnière, mais il se peut qu'il ne soit pas suffisamment stable pour servir de référence de fabrication.
Transférer la charge de la porte vers le châssis de la machine structurelle
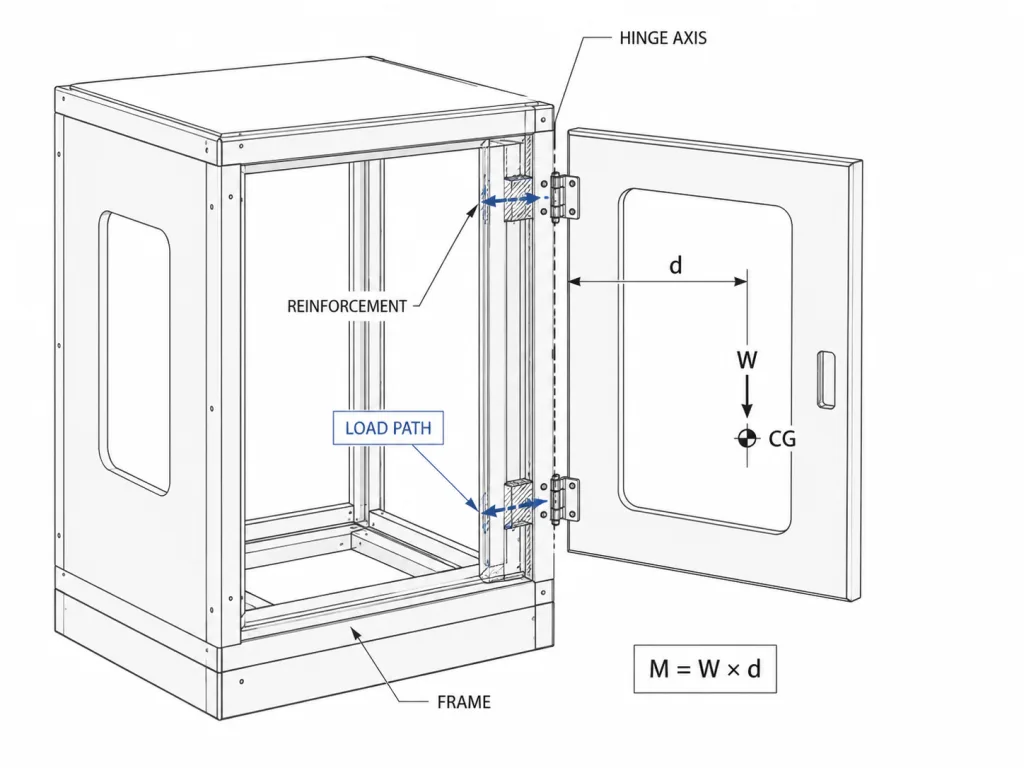
L'ensemble complet de la porte coulissante génère un moment autour de l'axe de la charnière. Une première relation utile est la suivante :
Moment de la porte : M = W × d
W correspond à la charge gravitationnelle de la porte mobile dans son ensemble, et d Il s'agit de la distance horizontale entre l'axe de la charnière et le centre de gravité de l'ensemble de la porte.
Il s'agit d'une relation mécanique générale. Il ne s'agit ni d'une valeur nominale de charnière, ni d'une règle relative à la taille des soudures, ni d'un critère d'acceptation finale de la production.
Le moment exercé sur la porte doit se propager à travers l'axe de charnière, les articulations ou le corps de charnière, les vantaux, les soudures, les renforts et les éléments du cadre. Une transition fragile à n'importe quel maillon de cette chaîne peut entraîner un affaissement ou un déplacement permanent, même si l'axe de charnière est suffisamment épais.
Passez en revue les questions suivantes concernant les chemins de charge :
- Chaque vantail est-il directement relié à un élément porteur de la charpente ?
- Le vantail côté porte s'appuie-t-il sur un châssis intérieur ou uniquement sur la tôle extérieure ?
- Le cadre local peut-il se déformer, se tordre ou prendre la forme d'une « boîte d'huile » au niveau de la charnière ?
- L'armature s'arrête-t-elle brusquement à côté de la soudure, créant ainsi une transition brusque de rigidité ?
- La zone de la charnière supérieure résiste-t-elle à la force de séparation générée par le moment exercé par la porte ?
- Les vibrations peuvent-elles faire bouger le cadre environnant même si la charnière reste rigide ?
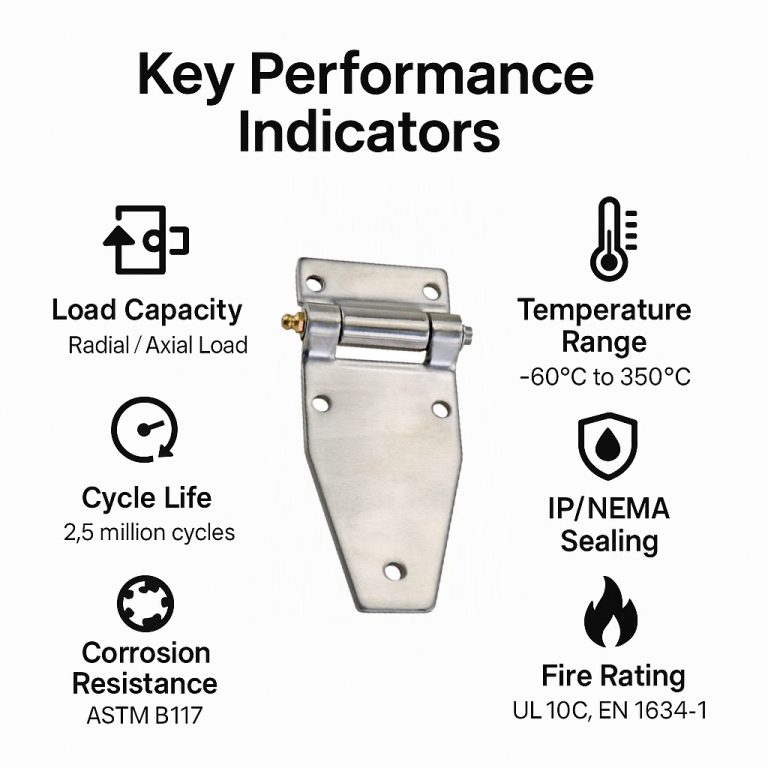
Les calculs détaillés concernant la masse de la porte, le bras de levier, l'espacement des charnières, la charge radiale, la charge axiale et les coefficients de sécurité figurent dans le document séparé Guide sur la capacité de charge des charnières de portes industrielles. Cette page utilise ces résultats uniquement pour définir le chemin de charge soudé.
Définir un axe de charnière mesurable et un système de repères
Les charnières soudées multiples doivent pivoter autour d'un seul axe fonctionnel. Le fait de positionner chaque charnière à l'œil nu par rapport à un bord de la tôle situé à proximité peut donner lieu à trois emplacements acceptables pris individuellement, mais qui ne forment pas un axe droit.
Le plan et le gabarit doivent permettre de déterminer l'axe de la charnière à partir de repères structurels stables. Le système de repères approprié dépend de la manière dont la machine est fabriquée et installée, mais il doit normalement relier l'axe de la charnière à l'ouverture du châssis et à la position requise de la porte fermée.
| Référence | Fonction possible | Risque en cas de mauvais choix |
|---|---|---|
| Plan structurel principal | Détermine la position de l'axe de la charnière par rapport au châssis de la machine | Une surface souple ou esthétique subit des modifications lors du soudage ou de l'application d'un revêtement |
| Référence de cadre verticale ou horizontale | Contrôle l'orientation de l'axe de la charnière | La porte monte ou descend progressivement sur toute sa course d'ouverture |
| Plan d'ouverture de la porte | Permet de régler l'écartement en position fermée et le décalage du vantail | La porte s'adapte à la charnière, mais ne s'ajuste pas correctement dans l'ouverture. |
| Référence relative aux loquets ou aux dispositifs de verrouillage | Permet d'aligner le bord libre avec les ferrures de fermeture | Le loquet ou l'interrupteur de sécurité est contraint de compenser l'erreur de position de la charnière |
| Référence de l'axe entre les charnières | Permet de maintenir les cylindres de charnière séparés en alignement coaxial | La goupille se bloque ou la porte rebondit pendant le mouvement |
Lorsque la conception de la charnière le permet, il est possible d'utiliser une barre de fixation, une goupille d'alignement amovible, un repère de positionnement usiné ou un logement commun pour maintenir les corps de charnière sur un axe pendant le soudage par points. Le dispositif de fixation doit repérer l'axe de rotation fonctionnel, et non pas simplement le bord extérieur de chaque battant de charnière.
ISO 1101:2017 définit le langage symbolique et les règles d'interprétation applicables aux spécifications géométriques telles que la forme, l'orientation, l'emplacement et le faux-rond. Il permet de définir sans ambiguïté les exigences de dessin relatives à l'axe de la charnière et à la géométrie de montage. Il ne précise pas la taille de la soudure, le procédé de soudage, l'apport thermique, le matériau d'apport ni les discontinuités de soudure acceptables.
Tracé des limites : Ne fixez pas de tolérance trop stricte pour l'axe d'une charnière sur une pièce que le processus de fabrication ne permet pas de mesurer ou de contrôler. Définissez conjointement les surfaces de référence, la méthode de mesure, les conditions de fixation et l'étape de contrôle.
Maîtriser la déformation grâce au dispositif de fixation et à la séquence de soudage
Le soudage provoque un échauffement local de la charnière, de la porte, des renforts et du cadre. À mesure que le métal soudé et le matériau environnant refroidissent, ils se contractent. Si cette contraction est déséquilibrée, elle peut tirer sur le vantail de la charnière, faire pivoter le cylindre, déformer le bord de la porte ou tordre l'ouverture du cadre.
La procédure de soudage doit être élaborée en fonction des matériaux utilisés, de la géométrie de l'assemblage, des épaisseurs, de la conception de la charnière et du processus de fabrication. Un article général ne doit pas prescrire de longueur de cordon, d'intensité, de fil d'apport, de température de préchauffage ou de taille de soudure universelles.
La conception mécanique et le dispositif de fixation permettent tout de même de réduire le risque de déformation avant que les paramètres de soudage ne soient définis :
- Localisez les repères de référence structurels. Fixez le châssis et la porte de la machine en vous référant aux mêmes repères que ceux indiqués sur le plan.
- Installez l'entretoise côté loquet ou la jauge d'inspection. Veillez à maintenir la position de fermeture requise plutôt que de laisser la charnière la déterminer par inadvertance.
- Placez toutes les charnières dans un même gabarit d'alignement. Vérifiez que la goupille est bien insérée ou qu'elle tourne librement avant toute soudure définitive.
- Réalisez des soudures par points contrôlées. Après avoir posé les points de fixation, vérifiez à nouveau l'axe, le jeu de la porte, la position du loquet et le mouvement d'ouverture.
- Réguler la chaleur lorsque la procédure autorisée le permet. Évitez d'appliquer toute la chaleur d'un seul côté de la porte ou au niveau d'une seule charnière avant de vérifier le mouvement.
- Attendez que l'ensemble atteigne l'état de contrôle défini. Ne procédez pas au réglage de la géométrie tant que le châssis est encore fixé et chaud.
- Effectuez une nouvelle mesure après le desserrage de la fixation. Le dispositif de serrage peut masquer des contraintes résiduelles qui n'apparaissent qu'après le desserrage.
| Source de distorsion | Résultat visible typique | Contrôle de la conception ou de la fabrication |
|---|---|---|
| Soudure déséquilibrée sur un des vantaux de la charnière | Le canon pivote vers la soudure et la goupille commence à se coincer | Fixez l'axe fonctionnel et suivez la séquence indiquée |
| Armature soudée sur une seule face d'une porte mince | Le bord de la porte se courbe vers le cadre ou s'en éloigne | Vérifier la géométrie de l'armature et le bilan thermique avant la mise en production |
| Cadre terminé une fois les charnières alignées | La torsion du châssis de la machine modifie l'ouverture de la porte | Préciser à quel moment le repère de charnière est défini dans la séquence de montage du cadre |
| Charnières soudées individuellement sans dispositif de fixation à axe commun | La porte se déplace librement sur une partie de son amplitude et se bloque sur le reste du parcours | Localiser tous les fûts à partir d'un axe fonctionnel commun |
| Assemblage accepté en état de serrage | La porte change de position une fois le dispositif de fixation libéré | Vérifier après refroidissement et après avoir desserré les pinces |
| Des projections de soudure ou de la chaleur atteignent l'interface mobile | Fonctionnement irrégulier ou usure prématurée | Protéger la goupille, la douille, le joint et l'ouverture du cylindre pendant la fabrication |
Disposez le circuit de retour de soudage de manière à ce que le courant de soudage ne passe pas par l'axe de charnière, la douille ou l'interface du roulement. Les douilles, joints, lubrifiants et pièces internes amovibles sensibles à la chaleur nécessitent également une méthode d'installation spécifique à la charnière.
Placer le renfort à l'endroit où la charge exercée par la charnière s'exerce sur le cadre
Un renfort n'est efficace que s'il répercute la charge sur la structure environnante. L'ajout d'une petite plaque directement sous une charnière peut permettre d'épaissir la zone de soudure tout en laissant la paroi du tube, la bride formée ou le revêtement de la porte situés à proximité libres de se déformer.
Examinez séparément le côté de la porte et celui du cadre.
| Lieu | Ce à quoi il faut résister | Questions relatives à l'examen des dessins |
|---|---|---|
| Charnière côté cadre supérieur | Séparation locale, flexion des cloisons et torsion due au moment exercé par la porte | Le renfort est-il fixé au châssis principal ou uniquement à un mur ? |
| Charnière inférieure côté châssis | Compression, appui local et stabilité de l'axe | La structure inférieure peut-elle se déformer et déplacer l'axe sous l'effet d'une charge ? |
| Zone de charnière côté porte | Déformation de la peau, torsion des bords et retrait local au niveau des soudures | Y a-t-il un cadre de porte intérieur ou une bride de renfort qui supporte la charge ? |
| Fin de l'armature | Transition de rigidité et concentration de contraintes cycliques | L'armature se termine-t-elle juste à côté de la soudure soumise aux contraintes les plus élevées ? |
| Zone de dégagement du canon | Rotation complète sans contact avec le cadre ni le revêtement | Le renforcement réduit-il l'angle d'ouverture prévu ? |
Il n'existe pas d'épaisseur ni de longueur de renfort universelle applicable à tous les châssis de machine. Cette valeur dépend du moment global exercé par la porte, de l'espacement des charnières, de la section du châssis, de la nuance d'acier, de la géométrie des soudures, des vibrations, de l'exposition aux chocs et de la déformation admissible.
La relation générale entre l'épaisseur de la lame, la conception de la charnière, la charge et la durabilité globale est abordée dans le guide de charnière industriel à usage intensif. Cette page continue de traiter de l'intégration de la charnière choisie dans un châssis soudé.
Réglez l'écart de la porte fermée par rapport au loquet, au joint ou au dispositif de verrouillage
Une charnière soudée devient difficile à régler une fois la fabrication terminée. Il faut donc définir la position fermée avant que les soudures définitives ne fixent la charnière au cadre.
La position de fermeture correcte peut être contrôlée par une ou plusieurs interfaces :
- Un loquet et une gâche qui doivent s'enclencher sans soulever la porte
- Un joint périphérique qui nécessite un contact uniforme
- Un chevauchement de protection de machine qui doit respecter un écart spécifié
- Un actionneur de verrouillage qui doit s'enclencher systématiquement dans l'interrupteur
- Une butée mécanique qui empêche la porte d'enclencher le loquet de manière incorrecte
- Une surface adjacente d'un panneau ou d'un boîtier nécessitant un alignement visuel
N'utilisez pas le loquet pour remettre en place une porte soudée déformée, sauf si cette fonction est explicitement prévue dans la conception. Une force de fermeture excessive peut masquer un défaut d'alignement de l'axe de la charnière lors du montage, tout en transférant le problème vers le loquet, le cadre, le joint d'étanchéité ou le dispositif de verrouillage.
Pour une porte de protection, testez le dispositif de verrouillage tout au long de la séquence complète d'ouverture et de fermeture. Vérifiez que l'interrupteur ne fait pas office de butée mécanique et que les vibrations du cadre ou l'affaissement de la porte n'exercent pas de charge latérale sur l'actionneur.
Vérification de l'alignement : Une porte qui ne se ferme qu’après que l’utilisateur ait soulevé, tourné ou poussé le bord libre n’est pas correctement alignée, même si le loquet finit par s’enclencher.
Vérifier à nouveau l'alignement une fois le châssis terminé et la finition de surface effectuée
Une porte peut passer l'inspection immédiatement après le soudage des charnières et pourtant ne pas être conforme une fois montée sur la machine finie. Les soudures ultérieures du châssis, la fixation des protections, le levage, l'usinage, l'installation du socle, le revêtement par poudrage, l'accumulation de peinture ou le remontage peuvent modifier la relation finale entre la charnière, le châssis, le loquet et l'ouverture de la porte.
Les contrôles doivent suivre le déroulement réel de la fabrication plutôt que d'être effectués en une seule fois.
| Phase d'inspection | Contrôles spécifiques au châssis de la machine |
|---|---|
| Après le soudage par points des charnières | Axe commun, liberté de mouvement des goupilles, jeux préliminaires, référence de verrouillage, enveloppe d'ouverture et positionnement du dispositif de fixation |
| Après le soudage définitif des charnières | Mouvement axial, courbure de la porte, ouverture du cadre, insertion de la goupille, rotation libre et déformation de la zone de soudure |
| Une fois le châssis principal de la machine terminé | Torsion du châssis, perpendicularité de l'ouverture, alignement des protections adjacentes et position du verrouillage |
| Après la sortie du moule et le refroidissement | Mouvement résiduel masqué par le dispositif de fixation |
| Après l'application d'un revêtement ou d'une peinture | Jeu du canon, surfaces d'appui masquées, jeux des portes, engagement du loquet et interférence du revêtement |
| Après l'assemblage final de la machine | Torsion de base, accessoires installés, câbles, panneaux de protection, dispositif de blocage d'ouverture et force de manœuvre |
Lorsque la charnière comporte des goupilles amovibles ou des composants pouvant faire l'objet d'un entretien, l'inspection doit également permettre de vérifier le sens de démontage, l'espace disponible pour l'extraction, le maintien en place et la possibilité de réinstaller la porte sans avoir à forcer pour aligner les cylindres.
Diagnostiquer les problèmes liés aux portes soudées en fonction des symptômes
Le symptôme observé indique souvent quelle partie de l'ensemble soudé a bougé. Évitez de remplacer la charnière avant d'avoir distingué l'usure de la charnière de la déformation du cadre, de la flexion de la porte, du déplacement d'une soudure, d'un dysfonctionnement du loquet ou d'une interférence due au revêtement.
| Symptôme observé | Zones susceptibles d'être inspectées | Pourquoi cela peut-il se produire ? |
|---|---|---|
| La porte bouge librement lorsqu'elle est entrouverte, mais se coince près d'un coin. | Coaxialité de plusieurs canons, rectitude des goupilles et torsion du châssis | Les axes des charnières sont décalés ou mal alignés angulairement |
| Le loquet ne s'enclenche que lorsque le bord libre est soulevé | Moment de la porte, zone de la charnière supérieure, rigidité du cadre et renfort de la porte | La porte, sous le poids de sa charge, s'est affaissée ou la surface de fixation de la charnière s'est déplacée |
| L'écart est étroit à un coin et large au coin opposé | Perpendicularité de la porte, ouverture du cadre, retrait de soudure et dégagement du dispositif de fixation | La porte ou l'encadrement a pris la forme d'un parallélogramme ou d'une surface tordue |
| La goupille était libre après le sertissage, mais bien serrée après la soudure finale. | Rotation du cylindre, apport de chaleur, séquence de soudage, projections et état des douilles | Le soudage final a déplacé l'axe fonctionnel ou endommagé l'interface mobile |
| La fissure commence à côté de la soudure de la charnière | Pointe de soudure, zone affectée thermiquement, extrémité d'armature, vibrations et transition de rigidité | La contrainte cyclique se concentre dans une zone localisée |
| La porte s'ajuste avant l'application du revêtement, mais frotte après | Épaisseur du revêtement, masquage, jeu du tambour, jeu côté charnière et remontage | La hauteur libre initiale ne tenait pas compte de l'état de finition définitif. |
| La position de la porte change après la fixation de la machine | Châssis de base, points de mise à niveau, ancrages et torsion du châssis installé | La structure de la machine s'est déplacée après l'alignement initial de la porte |
| L'actionneur du système de verrouillage présente une usure latérale | Affaissement des charnières, position des interrupteurs, butée de porte et trajectoire de fermeture | Le commutateur compense l'erreur d'alignement mécanique. |
Dans le cas d'assemblages soudés, une réparation peut ne pas se limiter au simple remplacement de la charnière. Découper puis ressouder cette même charnière sur un cadre déformé ou fragilisé peut entraîner une nouvelle défaillance identique à la première.
Scénario d'ingénierie des matériaux composites : une porte de service soudée pour une cellule d'automatisation
Il s'agit d'un scénario technique fictif élaboré afin d'expliquer la logique de sélection. Il ne s'agit ni d'un dossier de projet client ni d'un rapport d'essai de produit.
Prenons l'exemple d'une grande porte de service montée sur un châssis soudé de cellule d'automatisation. La porte est équipée d'un hublot, d'une poignée, d'un mécanisme de verrouillage et d'un actionneur de verrouillage de sécurité. Trois charnières à souder sont prévues le long d'un élément de châssis en tube rectangulaire.
Le premier concept prévoit de placer chaque vantail de charnière sur la paroi extérieure du tube. La taille des charnières semble suffisante, mais le dessin ne montre ni renfort interne ni référence commune pour l'axe des charnières. Chaque charnière est positionnée par rapport au bord de la tôle le plus proche.
Lors du montage initial, la porte s'ajuste correctement alors que le cadre reste dans le dispositif de soudage. Une fois que la base de la machine qui l'entoure est terminée et que le cadre est débloqué, l'écart du côté du loquet change. La partie inférieure de la porte reste acceptable, mais le loquet supérieur ne s'enclenche plus sans pousser la porte vers l'intérieur.
L'étude technique ne doit pas d'emblée préconiser l'utilisation d'une charnière plus grande. Elle doit d'abord déterminer si :
- L'axe de la charnière s'est déplacé lorsque les soudures du châssis principal ont refroidi
- La paroi supérieure du tube ne présente pas une rigidité locale suffisante
- Le cadre intérieur de la porte ne transfère pas le poids du panneau vitré vers la ligne de charnière
- Les trois charnières ont été repérées à partir de références esthétiques distinctes.
- Le loquet et le dispositif de verrouillage ont été installés avant que la position finale du châssis ne soit vérifiée
Une version révisée du concept pourrait prévoir l'utilisation d'un dispositif de fixation commun pour l'axe de charnière, un renfort ancré dans la structure tubulaire, un gabarit défini pour la porte fermée du côté du loquet, ainsi que des contrôles après le soudage des charnières et l'achèvement du châssis principal. Le modèle exact de charnière, les dimensions du renfort, la procédure de soudage, les tolérances et les limites d'acceptation restent spécifiques au projet.
Liste de contrôle technique pour les portes de châssis de machines soudées
- L'ensemble complet de la porte coulissante comprend les vitres, la moustiquaire, les poignées, les loquets, les câbles et les autres éléments fixés à la porte.
- La distance entre le centre de gravité et l'axe de la charnière est indiquée.
- Les voies de transmission des charges, tant du côté de la porte que du côté du cadre, rejoignent les éléments de structure.
- Le nombre de charnières et leur espacement dépendent de la géométrie réelle de la porte et de l'encadrement.
- Tous les axes de charnière discrets sont situés par rapport à un axe fonctionnel mesurable.
- Le dessin identifie des repères structurels plutôt que de se baser sur les bords esthétiques des tôles.
- Ce dispositif permet de déterminer à la fois l'emplacement de l'axe de la charnière et la position de la porte fermée.
- La relation entre le loquet, le joint, la butée ou le dispositif de verrouillage est représentée lors du soudage par points.
- Le renfort transfère la charge exercée sur la charnière vers la structure environnante de la machine.
- La zone de soudage est suffisamment accessible pour permettre la mise en œuvre de la procédure de soudage prévue pour le projet.
- La goupille, la douille, le joint d'étanchéité, le roulement et le lubrifiant sont protégés de la chaleur, du courant et des projections, conformément à la conception de la charnière.
- L'alignement est vérifié après le soudage par points, le soudage définitif, le refroidissement et le retrait du gabarit.
- La porte fait l'objet d'un nouveau contrôle une fois le châssis principal et les finitions de surface terminés.
- Le loquet s'enclenche sans qu'il soit nécessaire de soulever, de tordre ou d'exercer une force sur le bord libre.
- La porte s'ouvre jusqu'à l'angle requis sans se coincer ni entrer en contact avec le cadre.
- La méthode d'inspection et les limites d'acceptation spécifiques au projet figurent dans la documentation validée.
La conformité au catalogue constitue une recommandation préliminaire. L'examen des plans et des chemins de charge relève de l'étude technique. Un exemplaire représentatif de l'ensemble de porte soudée est requis pour l'homologation de l'échantillon. L'homologation de la production doit s'appuyer sur le plan validé, la documentation relative au soudage, la méthode d'inspection et les exigences en matière de contrôle des modifications. Ces distinctions seront ici présentées succinctement ; il est recommandé de consulter un article dédié au processus d'approvisionnement des équipementiers pour une vue d'ensemble plus complète du flux de travail.
Questions fréquemment posées
Les charnières soudées sont-elles toujours plus résistantes que les charnières boulonnées sur les châssis de machines ?
Non. Le résultat final dépend de la charnière, de la soudure, du matériau de base, du renfort, de la rigidité du cadre, de la géométrie de la porte, des vibrations et de la qualité de fabrication. La fixation soudée élimine les interfaces des éléments de fixation, mais peut entraîner des déformations, des contraintes résiduelles et compliquer le remplacement sur site.
Comment aligner plusieurs charnières à souder sur un même axe ?
Déterminez l'axe fonctionnel du cylindre ou de la goupille à partir de repères structurels communs et maintenez toutes les charnières dans un seul gabarit lorsque la conception de celles-ci le permet. Vérifiez la liberté de rotation ou l'insertion de la goupille après le soudage par points, le soudage définitif, le refroidissement et le retrait du gabarit.
Faut-il installer la porte de la machine alors que les charnières sont encore soudées ?
Les conditions de fixation appropriées dépendent de chaque projet. Le procédé doit refléter l'axe de charnière prévu et la géométrie de la porte fermée, sans que le poids de la porte, la force de verrouillage ou la contrainte exercée par le dispositif de fixation ne masquent les déformations. La procédure de soudage et le plan de fixation doivent définir clairement ces conditions.
La norme ISO 1101 permet-elle de définir la qualité de soudure requise ?
Non. La norme ISO 1101 définit des règles relatives aux spécifications géométriques telles que la forme, l'orientation et l'emplacement. Elle ne définit pas les paramètres des procédures de soudage, la taille des soudures, le matériau d'apport, l'apport de chaleur ni les critères d'acceptation des défauts de soudure.
Pourquoi une porte de machine soudée peut-elle s'ajuster avant la peinture mais frotter une fois la finition terminée ?
L'épaisseur du revêtement, un jeu insuffisant au niveau du châssis, des erreurs au niveau des zones masquées, des variations lors du remontage ou des déplacements survenus pendant le processus de finition peuvent réduire l'espace disponible. La porte doit être vérifiée une fois la finition terminée et l'assemblage final effectué.
Faut-il se baser sur le poids de la porte seule pour choisir les charnières ?
Non. Utilisez l'ensemble complet de la porte coulissante, y compris les renforts, les vitres, le treillis métallique, les poignées, les loquets, les dispositifs de verrouillage, les câbles, l'isolation et tout autre élément qui se déplace avec la porte.
Libérez la porte soudée en vous basant sur la géométrie mesurée, et non sur l'ajustement visuel
Les charnières de porte du châssis de la machine soudé ne doivent être débloquées qu’une fois que la charge totale de la porte, le chemin de charge structurel, le repère de l’axe de la charnière, les renforts, l’interface de la porte fermée, l’état des fixations et les étapes d’inspection ont tous été rattachés à la même révision du plan.
Le fait qu'une porte semble d'équerre lorsqu'elle est maintenue par des serre-joints ne constitue pas une preuve suffisante. L'ensemble assemblé doit rester dans les limites d'alignement spécifiques au projet après la soudure finale, le refroidissement, le retrait des serre-joints, l'achèvement du châssis de la machine qui l'entoure, la finition de surface et l'installation finale.
La question pratique à se poser est simple : la porte une fois montée tourne-t-elle librement et revient-elle à la position requise sans forcer sur le loquet, sans solliciter le dispositif de verrouillage, sans frotter contre le cadre, ni utiliser le revêtement et le joint pour masquer une erreur de fabrication ?
Soumettre une interface de porte soudée pour examen
Veuillez communiquer à HTAN les dimensions du châssis de la machine, la masse totale de la porte, la position du centre de gravité, l'emplacement des charnières, les renforts, l'accès prévu pour le soudage, le système de référence, la position du loquet ou du dispositif de verrouillage, l'angle d'ouverture, ainsi que les contrôles d'alignement requis après le soudage.