HTAN è uno dei principali produttori di cerniere, maniglie e chiusure industriali in Cina.


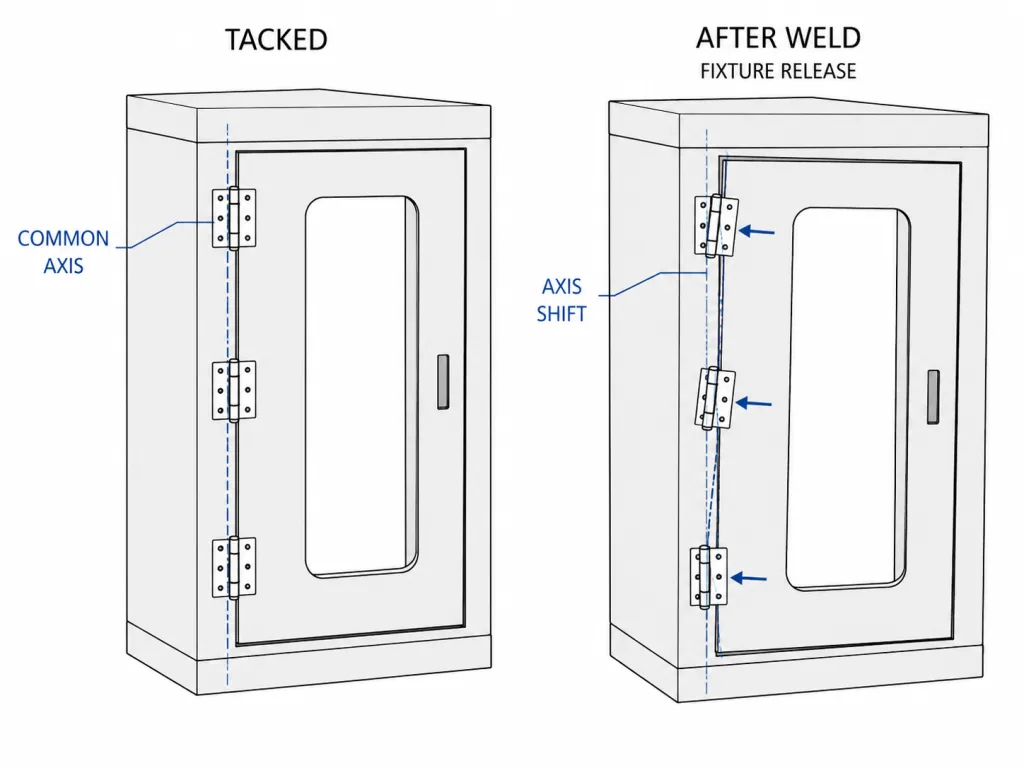
Uno sportello di accesso a una macchina può utilizzare una cerniera con una portata adeguata, secondo quanto indicato a catalogo, e tuttavia presentare difetti durante la fabbricazione. Lo sportello potrebbe adattarsi correttamente dopo la saldatura a punti, per poi bloccarsi dopo le saldature definitive. Il fermo potrebbe allinearsi sul tavolo di saldatura, ma risultare disallineato una volta completato il telaio della macchina. Anche un asse della cerniera inizialmente diritto può incurvarsi o spostarsi quando i singoli elementi del telaio si restringono in direzioni diverse.
Per cerniere per porte del telaio della macchina saldate, la cerniera è solo una delle componenti del sistema strutturale. La massa della porta, il baricentro, la rigidità del telaio, i rinforzi, la posizione dell’asse della cerniera, la progettazione dei dispositivi di fissaggio, la sequenza di saldatura, la posizione del chiavistello e la deformazione post-saldatura devono interagire tra loro.
Questa guida spiega come definire tale sistema prima della fabbricazione e come verificarlo dopo la saldatura, il rivestimento e l’assemblaggio finale della macchina. L’obiettivo non è semplicemente quello di saldare una cerniera su un telaio. L'obiettivo è realizzare una porta in grado di sostenere il proprio carico, ruotare liberamente, tornare nella posizione di chiusura specificata e rimanere allineata con lo scrocco, la guarnizione o il dispositivo di interblocco.
Confine decisionale
Questo articolo presuppone che sia già stato scelto il fissaggio saldato. Se nel progetto si sta ancora valutando se optare per il fissaggio saldato o quello rimovibile, utilizzare innanzitutto il Guida alla scelta tra cerniere a saldare e cerniere a imbullonare.
In questo caso l'obiettivo è più specifico: definire e convalidare la geometria di un'installazione con cerniera saldata sul telaio di una macchina, evitando distorsioni dovute alla saldatura, percorsi di carico deboli o punti di riferimento imprecisi che potrebbero influenzare la posizione finale della porta.
Inizia con l'assemblaggio delle cerniere della porta del telaio saldato della macchina
Non limitarti a disegnare solo il modello della cerniera e il peso della porta. Inizia con una vista in sezione attraverso il lato della cerniera della macchina. La sezione dovrebbe mostrare tutti gli strati strutturali compresi tra il cilindro della cerniera e il telaio principale della macchina.

Una struttura tipica può comprendere un tubo rettangolare, una flangia del telaio sagomata, il rivestimento della porta, il telaio interno della porta, una piastra di rinforzo, l’ala della cerniera, la zona di saldatura, il risvolto della guarnizione, la rete di protezione o una copertura estetica. La combinazione effettiva varia a seconda del progetto.
La questione principale è se il carico della porta venga trasferito a un elemento strutturale del telaio oppure se venga assorbito da un rivestimento flessibile. Una cerniera spessa saldata a un pannello sottile e non rinforzato non garantisce la resistenza del sistema della porta. Il pannello potrebbe deformarsi in corrispondenza della saldatura, mentre la cerniera stessa rimarrebbe intatta.
| Input cumulativo | Cosa occorre dimostrare | Perché influisce sull'allineamento |
|---|---|---|
| Elemento strutturale principale | Tubo, profilo a U, piastra, angolare o profilo sagomato che sostiene la cerniera | Determina la rigidità e il percorso di carico finale all'interno della macchina |
| Struttura della porta | Spessore del rivestimento, telaio interno, flangia di ritorno, finestra, rete e accessori | Regola la deflessione della porta e il baricentro effettivo |
| Posizione dell'anta incernierata | Superficie di contatto, accesso alla saldatura, disallineamento del cilindro e orientamento | Controlla l'asse di rotazione e la geometria di saldatura disponibile |
| Rinforzo | Piastra di supporto, inserto tubolare locale, nervatura o ritorno sagomato | Distribuisce il carico concentrato sul cardine su un’area strutturale più ampia |
| Interfaccia chiusa | Chiusura, fermo, guarnizione, punto di interblocco o sovrapposizione della porta di protezione | Definisce la posizione in cui la porta deve tornare dopo la saldatura e il ciclo |
| Apertura della busta | Angolo e distanza minima richiesti rispetto al telaio, alle protezioni, ai cavi e alle apparecchiature | Impedisce che il cilindro della cerniera o l'anta creino una situazione di interferenza |
Il disegno di assemblaggio dovrebbe inoltre indicare quali elementi sono strutturali e quali sono puramente estetici. Il bordo verniciato di una lamiera può sembrare una soluzione pratica per posizionare la cerniera, ma potrebbe non essere sufficientemente stabile per fungere da piano di riferimento per la lavorazione.
Trasferire il carico della porta al telaio strutturale della macchina
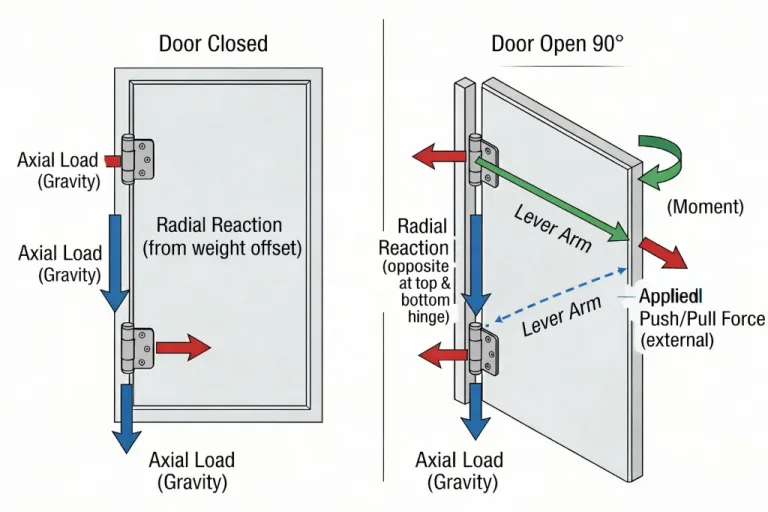
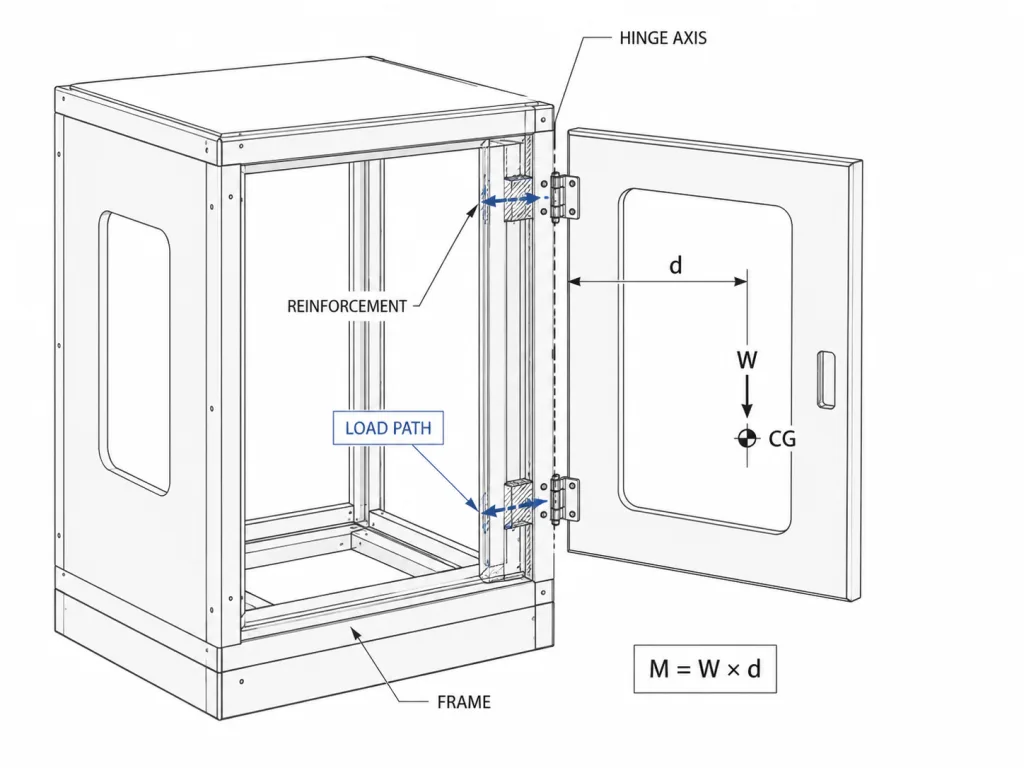
L'intero gruppo della porta scorrevole genera un momento attorno all'asse della cerniera. Una prima relazione utile è:
Momento della porta: M = W × d
W è il carico gravitazionale dell'intera porta mobile, e d è la distanza orizzontale dall'asse della cerniera al centro di gravità del gruppo porta.
Si tratta di una relazione meccanica di carattere generale. Non costituisce una classificazione delle cerniere, una regola relativa alle dimensioni delle saldature né un criterio di accettazione finale della produzione.
Il momento sulla porta deve trasmettersi attraverso il perno della cerniera, i giunti o il cilindro, le ante della cerniera, le saldature, i rinforzi e gli elementi del telaio. Una transizione debole in qualsiasi punto di questa catena può causare un cedimento o uno spostamento permanente, anche quando il perno della cerniera è sufficientemente grande.
Esamina le seguenti domande relative al percorso di carico:
- Ogni anta della cerniera è collegata direttamente a un elemento strutturale del telaio?
- L'anta sul lato della porta si appoggia su un telaio interno o solo sulla lamiera esterna?
- La parete del telaio locale può piegarsi, torcersi o deformarsi a forma di lattina d’olio in corrispondenza della cerniera?
- Il rinforzo termina bruscamente accanto alla saldatura, creando un netto cambiamento di rigidità?
- La zona della cerniera superiore resiste alla forza di separazione generata dal momento esercitato dalla porta?
- Le vibrazioni possono spostare il telaio circostante anche se la cerniera rimane rigida?
I calcoli dettagliati relativi alla massa della porta, al braccio di leva, alla distanza tra i cardini, al carico radiale, al carico assiale e ai coefficienti di sicurezza vanno riportati nel documento separato Guida alla capacità di carico delle cerniere per porte industriali. Questa pagina utilizza tali risultati esclusivamente per definire il percorso di carico della saldatura.
Definire un asse di articolazione misurabile e uno schema di riferimento
Le cerniere saldate multiple devono ruotare attorno a un unico asse funzionale. Posizionando ciascuna cerniera a occhio contro il bordo di una lamiera vicina, si possono ottenere tre posizioni singolarmente accettabili che non formano un unico asse rettilineo.
Il disegno e il dispositivo di fissaggio devono definire la posizione dell’asse della cerniera in base a riferimenti strutturali stabili. Lo schema di riferimento corretto dipende dalle modalità di fabbricazione e installazione della macchina, ma normalmente dovrebbe collegare l’asse della cerniera all’apertura del telaio e alla posizione richiesta della porta chiusa.
| Riferimento | Possibile funzione | Rischi in caso di scelta inadeguata |
|---|---|---|
| Piano strutturale principale | Indica la posizione dell'asse di articolazione rispetto al telaio della macchina | Una superficie flessibile o estetica subisce delle modifiche durante la saldatura o il rivestimento |
| Riferimento del telaio verticale o orizzontale | Controlla l'orientamento dell'asse di articolazione | La porta si alza o si abbassa gradualmente lungo la sua corsa di apertura |
| Piano di apertura della porta | Regola la distanza tra le ante chiuse e lo scostamento delle ante | La porta si incastra nella cerniera, ma non si posiziona correttamente nell'apertura |
| Riferimento al fermo o all'interblocco | Coordina il bordo libero con la ferramenta di chiusura | Il fermo o l'interruttore di sicurezza è costretto ad assorbire l'errore di posizione della cerniera |
| Riferimento dell'asse da cerniera a cerniera | Mantiene i cilindri delle cerniere discreti in posizione coassiale | Il perno si incastra o la porta fa scatto durante il movimento |
Laddove la struttura della cerniera lo consenta, è possibile utilizzare una barra di fissaggio, un perno di allineamento rimovibile, un elemento di posizionamento lavorato a macchina o un alloggiamento comune per mantenere i cilindri allineati su un unico asse durante la saldatura a punti. Il dispositivo di fissaggio deve individuare l’asse di rotazione funzionale, non semplicemente il bordo esterno di ciascuna ala della cerniera.
ISO 1101:2017 fornisce il linguaggio simbolico e le regole di interpretazione per le specifiche geometriche quali forma, orientamento, posizione e eccentricità. Consente di definire in modo univoco i requisiti di disegno relativi all’asse della cerniera e alla geometria di montaggio. Non specifica le dimensioni della saldatura, la procedura di saldatura, l’apporto termico, il materiale di apporto né le discontinuità di saldatura ammissibili.
Tracciamento dei confini: Non impostare una tolleranza stretta sull'asse di cerniera per una caratteristica che il processo di fabbricazione non è in grado di misurare o controllare. Definire congiuntamente le superfici di riferimento, il metodo di misurazione, le condizioni dell'attrezzatura di fissaggio e la fase di ispezione.
Controllo della distorsione tramite il dispositivo di fissaggio e la sequenza di saldatura
La saldatura riscalda localmente la cerniera, la porta, il rinforzo e il telaio. Man mano che il metallo saldato e il materiale circostante si raffreddano, si contraggono. Se tale contrazione è sbilanciata, può tirare l’ala della cerniera, ruotare il cilindro, deformare il bordo della porta o torcere l’apertura del telaio.
La procedura di saldatura deve essere elaborata tenendo conto dei materiali effettivi, della geometria del giunto, degli spessori, del design della cerniera e del processo di produzione. Un articolo di carattere generale non dovrebbe prescrivere una lunghezza universale del cordone di saldatura, una corrente, un filo d’apporto, una temperatura di preriscaldamento o le dimensioni della saldatura.
La progettazione meccanica e il dispositivo di fissaggio possono comunque ridurre il rischio di deformazione prima che i parametri di saldatura siano definiti definitivamente:
- Individuare i punti di riferimento strutturali. Fissare il telaio della macchina e la porta utilizzando gli stessi riferimenti indicati nel disegno.
- Installare il distanziale sul lato del fermo o il calibro di ispezione. Mantenere la posizione richiesta a porte chiuse, anziché lasciare che sia la cerniera a determinarla accidentalmente.
- Posizionare tutte le cerniere in un unico dispositivo di allineamento comune. Prima di procedere alla saldatura definitiva, verificare che il perno sia inserito correttamente o che ruoti liberamente.
- Eseguire punti di saldatura di fissaggio controllati. Dopo aver effettuato i punti di fissaggio provvisori, ricontrollare l’asse, la fessura della porta, la posizione del chiavistello e il movimento di apertura.
- Regolare il riscaldamento nei casi in cui la procedura prevista lo consenta. Evitare di applicare tutto il calore su un solo lato della porta o su una sola cerniera prima di verificarne il movimento.
- Attendere che l'assemblaggio raggiunga le condizioni di ispezione definite. Non effettuare l'allineamento finché il telaio è ancora fissato e caldo.
- Misurare nuovamente dopo aver allentato il serraggio. Il dispositivo di fissaggio può nascondere tensioni residue che si manifestano solo dopo il rilascio del serraggio.
| Fonte di distorsione | Risultato visibile tipico | Controllo della progettazione o della fabbricazione |
|---|---|---|
| Saldatura non bilanciata su una delle ante della cerniera | Il cilindro ruota verso la saldatura e il perno inizia a incastrarsi | Fissare l'asse funzionale e seguire la sequenza prevista |
| Armatura saldata su un solo lato di una porta sottile | Il bordo della porta si incurva verso il telaio o si allontana da esso | Verificare la geometria dei rinforzi e il bilancio termico prima della produzione |
| Telaio completato dopo l'allineamento delle cerniere | La torsione del telaio della macchina modifica l'apertura della porta | Definire in quale momento della sequenza di assemblaggio del telaio viene stabilito il punto di riferimento della cerniera |
| Cerniere saldate singolarmente senza un dispositivo di fissaggio con asse comune | La porta si muove liberamente in una parte del suo percorso di apertura e si blocca nell'altra | Individuare tutti i barili lungo un unico asse funzionale comune |
| Assemblaggio accettato mentre è fissato con morsetti | La porta cambia posizione dopo il rilascio del dispositivo di fissaggio | Controllare dopo il raffreddamento e lo sgancio |
| Gli spruzzi di saldatura o il calore raggiungono l'interfaccia in movimento | Movimento irregolare o usura prematura | Proteggere il perno, la boccola, la guarnizione e l'apertura del cilindro durante la lavorazione |
Posizionare il percorso di ritorno della saldatura in modo che la corrente di saldatura non utilizzi il perno della cerniera, la boccola o l'interfaccia del cuscinetto come parte del percorso elettrico. Anche le boccole termosensibili, le guarnizioni, i lubrificanti e le parti interne rimovibili richiedono un metodo di installazione specifico per le cerniere.
Posizionare il rinforzo nel punto in cui il carico della cerniera agisce sul telaio
Il rinforzo è efficace solo quando trasferisce il carico alla struttura circostante. L'aggiunta di una piccola piastra direttamente sotto una cerniera può aumentare lo spessore dell'area di saldatura, lasciando tuttavia libera di flettersi la parete del tubo adiacente, la flangia sagomata o il rivestimento della porta.
Esaminare separatamente il lato della porta e quello del telaio.
| Ubicazione | A cosa bisogna opporsi | Domande relative alla revisione del disegno |
|---|---|---|
| Cerniera superiore sul lato del telaio | Separazione locale, flessione del telaio e della parete e torsione dovuta al momento esercitato dalla porta | Il rinforzo è collegato alla struttura portante o solo a una parete? |
| Cerniera inferiore sul lato del telaio | Compressione, appoggio locale e stabilità dell'asse | La struttura inferiore può deformarsi e spostare l'asse sotto carico? |
| Zona della cerniera sul lato della porta | Deformazione della lamiera, torsione dei bordi e ritiro locale della saldatura | C'è un telaio interno della porta o una flangia di ritorno che sostiene il carico? |
| Fine del rinforzo | Transizione di rigidità e concentrazione di sollecitazioni cicliche | Il rinforzo termina proprio accanto alla saldatura sottoposta alla sollecitazione maggiore? |
| Zona di gioco del cilindro | Rotazione completa senza contatto con il telaio o il rivestimento | Il rinforzo riduce l'angolo di apertura previsto? |
Non esiste uno spessore o una lunghezza universali per i rinforzi applicabili a tutti i telai delle macchine. Il valore dipende dal momento complessivo della porta, dalla distanza tra le cerniere, dalla sezione del telaio, dal tipo di acciaio, dalla geometria delle saldature, dalle vibrazioni, dall’esposizione agli urti e dalla deflessione ammissibile.
La relazione più ampia tra lo spessore della lama, la struttura della cerniera, il carico e la durata complessiva è trattata nel guida per cerniere industriali per impieghi gravosi. Questa pagina continua a concentrarsi sull'integrazione della cerniera selezionata in un telaio saldato.
Regolare lo spazio tra la porta chiusa e il fermo, la guarnizione o il dispositivo di interblocco
Una cerniera saldata diventa difficile da regolare una volta realizzata. È quindi necessario stabilire la posizione di chiusura prima che le saldature definitive fissino la cerniera al telaio.
La corretta posizione di chiusura può essere controllata da una o più interfacce:
- Un chiavistello e un fermo che devono innestarsi senza sollevare la porta
- Una guarnizione perimetrale che richiede un contatto uniforme
- Una sovrapposizione della protezione della macchina che deve mantenere una distanza specificata
- Un attuatore di interblocco che deve azionare l'interruttore in modo costante
- Un fermo meccanico che impedisce alla porta di innestare il chiavistello in modo errato
- Una superficie adiacente di un pannello o di un involucro che richiede un allineamento visivo
Non utilizzare il chiavistello per riportare in posizione una porta saldata deformata, a meno che tale funzione non sia esplicitamente prevista dal progetto. Una forza di chiusura eccessiva può mascherare un errore nell'asse della cerniera durante il montaggio, trasferendo il problema al chiavistello, al telaio, alla guarnizione o al dispositivo di interblocco.
Per una porta di protezione, verificare il funzionamento dell'interblocco durante l'intera sequenza di apertura e chiusura. Assicurarsi che l'interruttore non funga da fermo meccanico della porta e che le vibrazioni del telaio o l'affossamento della porta non esercitino un carico laterale sull'attuatore.
Controllo dell'allineamento: Una porta che si chiude solo dopo che l'operatore ne solleva, ruota o spinge il bordo libero non è allineata correttamente, anche se alla fine è possibile bloccare il chiavistello.
Verificare nuovamente l'allineamento dopo il completamento del telaio e la finitura delle superfici
Una porta può superare il controllo subito dopo la saldatura delle cerniere e tuttavia risultare non conforme una volta montata sulla macchina completa. Le successive operazioni di saldatura del telaio, il fissaggio delle protezioni, il sollevamento, la lavorazione meccanica, l’installazione della base, la verniciatura a polvere, l’accumulo di vernice o il rimontaggio possono modificare il rapporto finale tra cerniera, telaio, chiavistello e apertura della porta.
L'ispezione dovrebbe seguire l'effettiva sequenza di produzione, anziché essere effettuata una sola volta.
| Fase di ispezione | Controlli specifici per il telaio della macchina |
|---|---|
| Dopo la saldatura a punti dei cardini | Asse comune, movimento libero del perno, giochi preliminari, riferimento del fermo, profilo di apertura e posizionamento del dispositivo di fissaggio |
| Dopo la saldatura finale delle cerniere | Movimento dell'asse, curvatura della porta, apertura del telaio, inserimento del perno, rotazione libera e deformazione dell'area di saldatura |
| Una volta completato il telaio principale della macchina | Torsione del telaio, perpendicolarità dell'apertura, allineamento delle protezioni adiacenti e posizione dell'interblocco |
| Dopo la rimozione dello stampo e il raffreddamento | Movimento residuo che era stato mascherato dal dispositivo di fissaggio |
| Dopo l'applicazione del rivestimento o della vernice | Gioco della canna, superfici di appoggio coperte, giochi delle porte, innesto del fermo e interferenze del rivestimento |
| Dopo l'assemblaggio finale della macchina | Torsione della base, accessori installati, cavi, pannelli di protezione, dispositivo di limitazione dell'apertura e forza di azionamento |
Qualora la cerniera sia dotata di perni rimovibili o di componenti sostituibili, l’ispezione dovrebbe inoltre verificare la direzione di rimozione, lo spazio disponibile per l’estrazione, il sistema di fissaggio e la possibilità di reinstallare l’anta senza dover forzare l’allineamento dei cilindri.
Diagnosticare i problemi delle porte saldate in base ai sintomi
Il sintomo osservato spesso indica quale parte del gruppo saldato si è spostata. Evitare di sostituire la cerniera prima di aver distinto l’usura della cerniera dalla deformazione del telaio, dalla flessione della porta, dallo spostamento della saldatura, da un malfunzionamento del chiavistello o dall’interferenza del rivestimento.
| Sintomo osservato | Aree da ispezionare con maggiore probabilità | Perché può verificarsi |
|---|---|---|
| La porta si muove liberamente quando è parzialmente aperta, ma si blocca in prossimità di un angolo | Coassialità delle canne multiple, rettilineità dei perni e torsione del telaio | Gli assi delle cerniere sono sfalsati o disallineati angolarmente |
| Il fermo si innesta solo quando il bordo libero viene sollevato | Momento della porta, zona della cerniera superiore, rigidità del telaio e rinforzo della porta | La porta, sotto il peso, si è abbassata oppure la superficie di fissaggio della cerniera si è spostata |
| Lo spazio è stretto in un angolo e aperto nell'angolo opposto | Perpendicolarità della porta, apertura del telaio, ritiro della saldatura e rilascio del dispositivo di fissaggio | La porta o il telaio hanno assunto la forma di un parallelogramma o di una superficie deformata |
| Il perno era libero dopo l’assemblaggio, ma si è bloccato dopo la saldatura finale | Rotazione del cilindro, apporto di calore, sequenza di saldatura, spruzzi e stato delle boccole | La saldatura finale ha spostato l'asse funzionale o danneggiato l'interfaccia mobile |
| La crepa ha origine accanto alla saldatura della cerniera | Punta di saldatura, zona termicamente alterata, estremità dell'armatura, vibrazioni e transizione di rigidità | La sollecitazione ciclica si concentra in una zona circoscritta |
| La porta si adatta prima della verniciatura, ma dopo sfregha | Spessore del rivestimento, mascheratura, gioco del cilindro, gioco sul lato della cerniera e rimontaggio | L'autorizzazione originaria non includeva lo stato di finitura completato |
| La posizione della porta cambia dopo il fissaggio della macchina | Telaio di base, punti di livellamento, ancoraggi e torsione del telaio installato | La struttura della macchina si è spostata dopo che la porta era stata inizialmente allineata |
| L'attuatore dell'interlock presenta segni di usura laterale | Abbassamento dei cardini, posizione dell'interruttore, fermaporta e percorso di chiusura | L'interruttore compensa l'errore di allineamento meccanico |
Nel caso di assemblaggi saldati, una riparazione potrebbe richiedere qualcosa di più della semplice sostituzione della cerniera. Tagliare e risaldare la stessa cerniera su un telaio deformato o indebolito può causare il ripetersi del guasto iniziale.
Caso di studio di ingegneria dei materiali compositi: una porta di servizio per una cella di automazione saldata
Si tratta di uno scenario ingegneristico ipotetico creato per illustrare la logica di selezione. Non costituisce né la documentazione relativa a un progetto di un cliente né una dichiarazione relativa a un test di prodotto.
Si consideri una porta di servizio alta montata su un telaio saldato per una cella di automazione. La porta è dotata di un pannello di ispezione, una maniglia, un sistema di chiusura e un attuatore di interblocco di sicurezza. Si propongono tre cerniere da saldare lungo un elemento del telaio costituito da un tubo rettangolare.
Il primo progetto prevede che ciascuna ala della cerniera sia posizionata sulla parete esterna del tubo. Le dimensioni della cerniera sembrano sufficienti, ma il disegno non mostra alcun rinforzo interno né un punto di riferimento comune per l'asse della cerniera. Ciascuna cerniera è posizionata a partire dal bordo della lamiera più vicino.
Durante il montaggio iniziale, la porta si inserisce correttamente mentre il telaio rimane nel dispositivo di saldatura. Una volta completata la base circostante della macchina e sbloccato il telaio, lo spazio sul lato della chiusura cambia. La parte inferiore della porta rimane entro i limiti accettabili, ma la chiusura superiore non entra più senza spingere la porta verso l’interno.
La revisione tecnica non dovrebbe indicare immediatamente l'utilizzo di una cerniera più grande. Dovrebbe invece innanzitutto stabilire se:
- L'asse della cerniera si è spostato quando le saldature del telaio principale si sono raffreddate
- La parete del tubo superiore non presenta una rigidità locale sufficiente
- Il telaio interno della porta non trasferisce il peso del pannello trasparente sulla linea della cerniera
- Le tre cerniere sono state individuate sulla base di riferimenti estetici distinti
- Il fermo e il dispositivo di interblocco sono stati installati prima che venisse verificata la posizione finale del telaio
Una versione rivista del progetto potrebbe prevedere l’utilizzo di un dispositivo di fissaggio comune per l’asse della cerniera, un rinforzo fissato alla struttura tubolare, uno spessore definito per la porta chiusa sul lato del fermo e ispezioni sia dopo la saldatura della cerniera sia al completamento del telaio principale. Il modello esatto della cerniera, le dimensioni del rinforzo, la procedura di saldatura, le tolleranze e i limiti di accettazione rimangono specifici del progetto.
Lista di controllo tecnica per le porte del telaio delle macchine saldate
- La massa complessiva della porta scorrevole comprende finestre, rete metallica, maniglie, chiavistelli, cavi e altri componenti montati sulla porta.
- Viene registrata la distanza del centro di gravità dall'asse della cerniera.
- I percorsi di carico sul lato della porta e sul lato del telaio raggiungono gli elementi strutturali.
- Il numero e la distanza delle cerniere dipendono dalla geometria effettiva della porta e del telaio.
- Tutti i cilindri delle cerniere discrete sono disposti lungo un unico asse funzionale misurabile.
- Il disegno identifica i riferimenti strutturali anziché basarsi sui bordi estetici delle lamiere.
- Il dispositivo di fissaggio determina sia la posizione dell'asse della cerniera che quella della porta chiusa.
- Durante la saldatura a punti viene rappresentata la relazione tra il fermo, la guarnizione, il fermo di battuta o il dispositivo di interblocco.
- Il rinforzo trasferisce il carico esercitato sulla cerniera alla struttura circostante della macchina.
- L'area di saldatura è sufficientemente accessibile per consentire l'esecuzione della procedura di saldatura prevista dal progetto.
- Il perno, la boccola, la guarnizione, il cuscinetto e il lubrificante sono protetti dal calore, dalla corrente e dagli schizzi, come previsto dal progetto della cerniera.
- L'allineamento viene verificato dopo la saldatura a punti, la saldatura definitiva, il raffreddamento e il rilascio dal dispositivo di fissaggio.
- Una volta completata la struttura portante e la finitura superficiale, la porta viene ricontrollata.
- Il fermo si innesta senza sollevare, torcere o forzare il bordo libero.
- La porta si muove fino all'angolo di apertura richiesto senza incepparsi né entrare in contatto con il telaio.
- Il metodo di ispezione e i limiti di accettazione specifici per il progetto sono riportati nella documentazione approvata.
La corrispondenza con il catalogo costituisce una raccomandazione preliminare. La revisione dei disegni e dei percorsi di carico costituisce la revisione tecnica. Per l’approvazione del campione è necessario un gruppo porta saldato rappresentativo. L’approvazione della produzione deve basarsi sul disegno approvato, sulla documentazione relativa alla saldatura, sul metodo di ispezione e sui requisiti di controllo delle modifiche. In questa sede tali distinzioni saranno trattate brevemente; per una visione più ampia del flusso di lavoro si raccomanda di consultare un articolo dedicato al processo di approvvigionamento OEM.
Domande frequenti
Le cerniere saldate sono sempre più resistenti di quelle imbullonate sui telai delle macchine?
No. Il risultato complessivo dipende dalla cerniera, dalla saldatura, dal materiale di base, dal rinforzo, dalla rigidità del telaio, dalla geometria della porta, dalle vibrazioni e dalla qualità di fabbricazione. Il fissaggio saldato elimina gli punti di contatto dei dispositivi di fissaggio, ma può causare deformazioni, tensioni residue e difficoltà nella sostituzione in loco.
Come è possibile mantenere più cerniere saldate su un unico asse?
Individuare l'asse funzionale del cilindro o del perno rispetto ai sistemi di riferimento strutturali comuni e fissare tutte le cerniere in un'unica maschera, laddove la configurazione delle cerniere lo consenta. Verificare la libera rotazione o l'inserimento del perno dopo la saldatura di fissaggio, la saldatura definitiva, il raffreddamento e il rilascio dalla maschera.
La porta della macchina va montata mentre le cerniere sono saldate?
Le condizioni corrette di fissaggio dipendono dal progetto specifico. Il processo deve riprodurre l’asse di cerniera previsto e la geometria della porta chiusa, senza che il peso della porta, la forza di chiusura o il vincolo del dispositivo di fissaggio possano mascherare eventuali distorsioni. La procedura di saldatura e il piano di fissaggio devono definire chiaramente tali condizioni.
La norma ISO 1101 può definire la qualità richiesta per le saldature?
No. La norma ISO 1101 stabilisce le regole relative alle specifiche geometriche quali forma, orientamento e posizione. Non definisce invece i parametri delle procedure di saldatura, le dimensioni del cordone di saldatura, il materiale di apporto, l'apporto termico né i criteri di accettazione dei difetti di saldatura.
Perché lo sportello saldato di una macchina può adattarsi perfettamente prima della verniciatura, ma sfregare dopo la finitura?
Lo spessore del rivestimento, un gioco insufficiente del cilindro, errori nelle aree mascherate, variazioni nel rimontaggio o movimenti durante il processo di finitura possono ridurre lo spazio disponibile. La porta deve essere controllata una volta completata la finitura e l’assemblaggio finale.
Nella scelta delle cerniere si dovrebbe tenere conto del peso della porta nuda?
No. Utilizzare il gruppo completo della porta scorrevole, compresi rinforzi, finestre, rete metallica, maniglie, chiavistelli, dispositivi di interblocco, cavi, isolamento e qualsiasi altro componente che si muova insieme alla porta.
Rilasciare la porta saldata in base alla geometria misurata, non all’adattamento visivo
Le cerniere delle porte del telaio della macchina saldate devono essere smontate solo dopo che il carico totale della porta, il percorso strutturale del carico, il punto di riferimento dell’asse della cerniera, l’armatura, l’interfaccia a porta chiusa, le condizioni dei dispositivi di fissaggio e le fasi di ispezione sono stati allineati alla stessa revisione del disegno.
Il fatto che una porta appaia squadrata mentre è fissata con i morsetti non costituisce una prova sufficiente. Una volta completato l’assemblaggio, la porta deve rimanere entro i limiti di allineamento specificati dal progetto dopo la saldatura finale, il raffreddamento, il rilascio dai morsetti, il completamento del telaio della macchina circostante, la finitura superficiale e l’installazione finale.
La questione pratica relativa all'accettazione è semplice: la porta, una volta completata, ruota liberamente e ritorna nella posizione richiesta senza forzare il chiavistello, sovraccaricare l'interblocco, sfregare contro il telaio o ricorrere al rivestimento e alla guarnizione per nascondere errori di fabbricazione?
Invia un'interfaccia per porte saldate per la revisione
Inviare a HTAN la sezione del telaio della macchina, la massa complessiva della porta, la posizione del baricentro, la posizione delle cerniere, i rinforzi, l’accesso previsto per la saldatura, lo schema di riferimento, la posizione del fermo o dell’interblocco, l’angolo di apertura e i controlli di allineamento richiesti dopo la saldatura.