HTAN является одним из ведущих производителей промышленных петель, ручек и защелок в Китае.


В дверце доступа к станку может использоваться петля с соответствующей номинальной нагрузкой, указанной в каталоге, и тем не менее она может выйти из строя в процессе изготовления. Дверца может правильно прилегать после прихваточной сварки, но затем заклиниться после выполнения окончательных сварных швов. Защелка может правильно совмещаться на сварочном столе, но не защелкиваться после завершения сборки рамы станка. Прямая ось петли также может искривиться или сместиться, если отдельные элементы рамы усаживаются в разных направлениях.
Для сварные дверные петли для станины станка, при этом петля является лишь одной из составляющих конструктивной системы. Масса двери, центр тяжести, жесткость коробки, арматура, расположение оси петли, конструкция зажимных приспособлений, последовательность сварки, положение защелки и деформация после сварки должны обеспечивать согласованную работу.
В данном руководстве объясняется, как определить эту систему до начала изготовления и как проверить её после сварки, нанесения покрытия и окончательной сборки станка. Цель заключается не просто в том, чтобы приварить шарнир к раме. Цель — изготовить дверь, которая выдерживает нагрузку, свободно поворачивается, возвращается в заданное закрытое положение и остается выровненной относительно защелки, уплотнителя или блокиратора.
Граница принятия решения
В данной статье предполагается, что уже выбран вариант сварного крепления. Если в рамках проекта ещё не принято решение о выборе между сварным и съёмным креплением, сначала воспользуйтесь Руководство по выбору: привариваемые или привинчиваемые петли.
Задача здесь более узкая: определить и проверить геометрию сварной шарнирной конструкции на раме станка, не допуская сварочных деформаций, слабых зон передачи нагрузки или неточных базовых точек, определяющих конечное положение двери.
Начните с монтажа дверных петель на сварной раме станка
Не начинайте только с модели петли и веса двери. Начните с поперечного разреза, проходящего через сторону машины, где расположена петля. На разрезе должны быть видны все конструктивные слои между корпусом петли и основной рамой машины.

Типичная конструкция может включать прямоугольную трубу, формованный фланец рамы, обшивку двери, внутреннюю раму двери, армирующую пластину, створку петли, зону сварки, отворот прокладки, защитную сетку или декоративную накладку. Конкретная комбинация зависит от особенностей проекта.
Главный вопрос заключается в том, передается ли нагрузка от двери на несущий элемент каркаса или же она гасится гибкой обшивкой. Толстая петля, приваренная к тонкой панели без опоры, не обеспечивает прочности дверной конструкции. Панель может прогибаться в месте сварного шва, в то время как сама петля останется неповрежденной.
| Ввод данных в виде стека | Что необходимо показать | Почему это влияет на выравнивание |
|---|---|---|
| Основной элемент каркаса | Труба, швелер, пластина, угольник или профиль, на котором закреплен шарнир | Определяет жесткость и конечный путь передачи нагрузки в станке |
| Конструкция двери | Толщина оболочки, внутренняя рама, обратный фланец, окно, сетка и комплектующие | Регулирует прогиб двери и фактическое расположение центра тяжести |
| Положение створки шарнира | Контактная поверхность, доступ к сварному шву, смещение ствола и ориентация | Управляет осью вращения и параметрами геометрии сварного шва |
| Армирование | Опорная пластина, локальная трубная вставка, ребро жесткости или формованный обратный патрубок | Распределяет сосредоточенную нагрузку на шарнир на большую площадь конструкции |
| Закрытый интерфейс | Защелка, упор, прокладка, элемент блокировки или нахлест защитной дверцы | Определяет, в какое положение должна вернуться дверь после сварки и завершения цикла |
| Вскрытие конверта | Требуемый угол и зазор относительно рамы, ограждений, кабелей и оборудования | Предотвращает возникновение заклинивания в цилиндре петли или створке |
На чертеже сборки также следует указать, какие элементы являются несущими, а какие — декоративными. Краевая часть окрашенного листа может показаться удобным местом для размещения петли, однако она может оказаться недостаточно устойчивой, чтобы служить базовой плоскостью при изготовлении.
Перенести нагрузку на дверь на несущую раму станка
Весь узел распашной двери создаёт момент силы вокруг оси шарнира. Первым полезным соотношением является:
Момент на двери: M = W × d
W — это гравитационная нагрузка на всю движущуюся дверь, а d — это горизонтальное расстояние от оси петли до центра тяжести дверного узла.
Это общее механическое соотношение. Оно не является номинальной нагрузкой на шарнир, правилом определения размера сварного шва или окончательным критерием приемки готовой продукции.
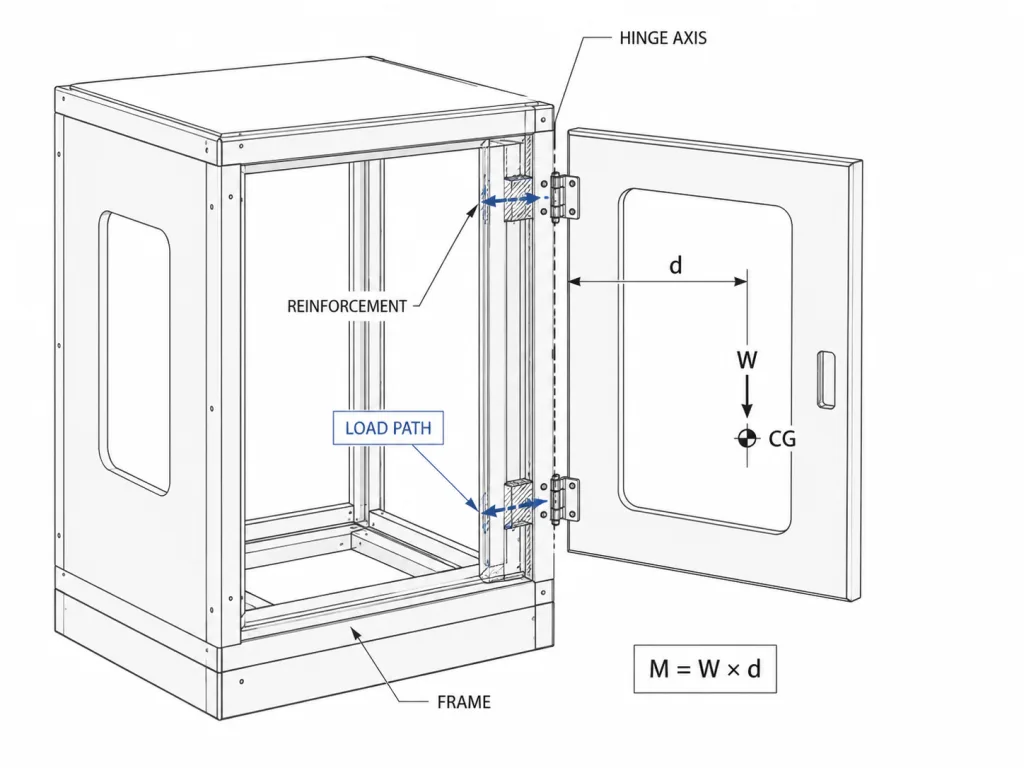
Момент, действующий на дверь, должен передаваться через шарнирный штифт, шарнирные головки или корпус, створки, сварные швы, арматуру и элементы коробки. Слабое звено в любой точке этой цепочки может привести к провисанию или необратимому смещению даже при достаточно большом диаметре шарнирного штифта.
Изучите следующие вопросы, касающиеся путей нагрузки:
- Каждая створка петли соединяется напрямую с несущим элементом каркаса?
- Нагрузка на створку со стороны двери действует на внутреннюю раму или только на наружный лист?
- Может ли стена из местных рам изгибаться, скручиваться или деформироваться вокруг шарнира?
- Заканчивается ли арматура резко рядом со сварным швом, создавая резкий переход жесткости?
- Выдерживает ли область верхнего шарнира разъединяющую силу, создаваемую моментом, действующим на дверь?
- Может ли вибрация привести к смещению окружающей рамы, даже если шарнир остаётся неподвижным?
Подробные расчёты массы двери, плеча рычага, расстояния между петлями, радиальной нагрузки, осевой нагрузки и коэффициентов безопасности приводятся в отдельном Руководство по грузоподъёмности петель для промышленных ворот. На этой странице эти результаты используются исключительно для определения пути передачи нагрузки в сварном соединении.
Определить измеримую ось шарнира и систему отсчёта
Несколько сварных шарниров должны вращаться вокруг одной функциональной оси. Если размещать каждый шарнир на глаз относительно ближайшего края листа, можно получить три отдельно взятых приемлемых положения, которые не образуют одной прямой оси.
На чертеже и в зажимном приспособлении ось шарнира должна быть привязана к устойчивым конструктивным ориентирам. Выбор правильной системы отсчёта зависит от способа изготовления и монтажа станка, однако, как правило, она должна связывать ось шарнира с проёмом рамы и требуемым положением закрытой двери.
| Ссылка | Возможная функция | Риск в случае неверного выбора |
|---|---|---|
| Основная плоскость конструкции | Определяет положение оси шарнира относительно станины станка | Гибкая или декоративная поверхность изменяется в процессе сварки или нанесения покрытия |
| Вертикальная или горизонтальная система отсчёта координат | Управление ориентацией оси шарнира | Дверь плавно поднимается или опускается на весь диапазон хода |
| плоскость открывания двери | Регулирует зазор в закрытом положении и смещение створки | Дверь подходит к петлям, но не входит в проем как следует |
| Справочная информация по защелкам или блокировкам | Согласовывает свободный край с замыкающей фурнитурой | Защелка или предохранительный выключатель вынужден компенсировать погрешность положения шарнира |
| Ориентация по оси «от петли до петли» | Обеспечивает соосность отдельных шарнирных втулок | Во время движения защелка заклинивает или дверь подпрыгивает |
Если конструкция шарнира позволяет, для фиксации корпусов по одной оси во время прихваточной сварки можно использовать зажимную планку, съемный центровочный штифт, обработанный установочный элемент или стандартное гнездо. Приспособление должно фиксировать функциональную ось вращения, а не просто внешний край каждой створки шарнира.
ISO 1101:2017 определяет систему обозначений и правила интерпретации геометрических характеристик, таких как форма, ориентация, расположение и биение. Данный стандарт позволяет однозначно задать требования к чертежу в отношении оси шарнира и геометрии крепления. В нем не указаны размеры сварных швов, режим сварки, привод тепловой энергии, присадочный материал или допустимые дефекты сварных швов.
Очерчивание границы: Не устанавливайте узкий допуск по оси шарнира для элемента, который невозможно измерить или контролировать в процессе изготовления. Определите одновременно базовые поверхности, метод измерения, условия закрепления детали и этап контроля.
Контроль искажений с помощью зажимного приспособления и последовательности сварки
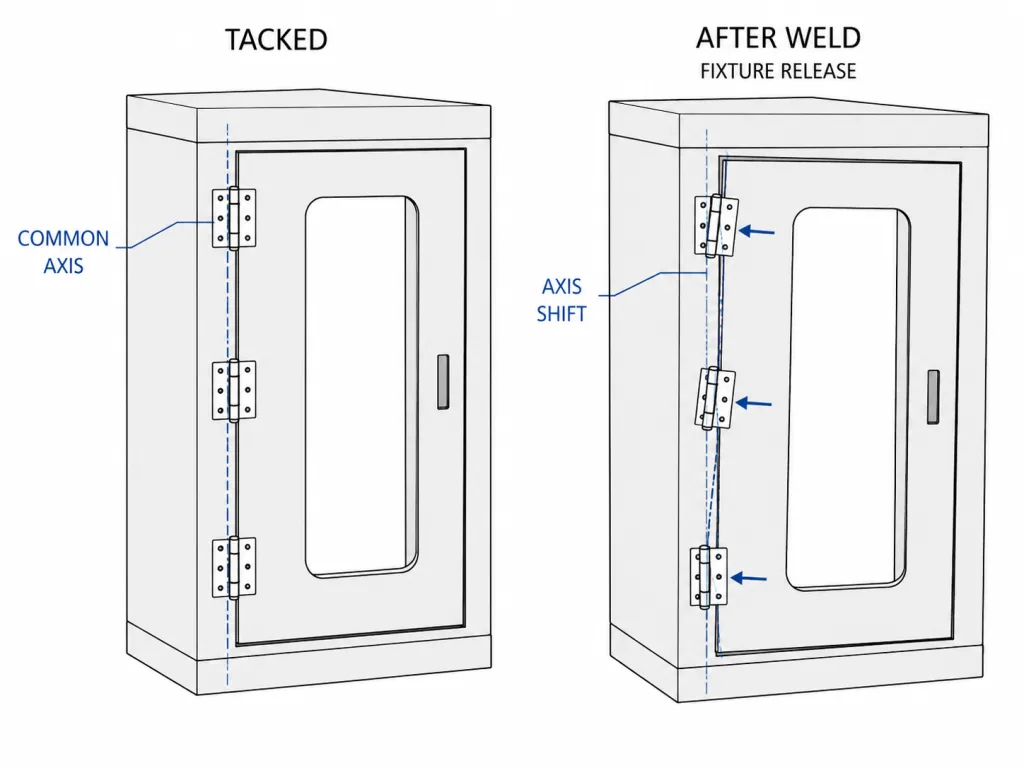
В процессе сварки происходит локальный нагрев петли, двери, арматуры и коробки. По мере остывания сварочного металла и окружающего материала они сжимаются. Если это сжатие происходит неравномерно, это может привести к отрыву створки петли, повороту цилиндра, прогибу края двери или перекосу проема коробки.
Процедура сварки должна разрабатываться с учетом конкретных материалов, геометрии соединения, толщин, конструкции шарнира и технологического процесса. В общем документе не следует устанавливать универсальные значения длины сварного шва, силы тока, типа присадочной проволоки, температуры предварительного нагрева или размера сварного шва.
Конструкция механизма и зажимное устройство позволяют снизить риск возникновения деформаций ещё до того, как будут окончательно определены параметры сварки:
- Определите конструктивные базовые точки. Зажмите раму станка и дверцу, ориентируясь на те же ориентиры, что и на чертеже.
- Установите прокладку со стороны защелки или контрольный калибр. Удерживайте нужную позицию закрытых дверей, а не позволяйте петле случайно определять её.
- Установите все петли в одно общее выравнивающее приспособление. Перед выполнением окончательной сварки убедитесь, что штифт вставлен или свободно вращается.
- Нанесите контрольные прихваточные швы. После прихватной сварки еще раз проверьте расположение оси, зазор двери, положение защелки и ход открывания.
- Регулируйте нагрев в тех случаях, когда это допускается соответствующей процедурой. Не устанавливайте всю систему обогрева с одной стороны двери или на одной петле, пока не проверите, как она открывается и закрывается.
- Дождитесь, пока узел достигнет заданного состояния для проведения проверки. Не следует регулировать схождение колес, пока рама находится в закрепленном состоянии и остаётся горячей.
- После снятия зажима измерьте ещё раз. Крепеж может скрывать остаточные напряжения, которые проявляются только после снятия зажимов.
| Источник искажений | Типичный видимый результат | Контроль проектирования или изготовления |
|---|---|---|
| Неравномерная сварка на одной створке петли | Ствол поворачивается в сторону сварного шва, и штифт начинает заклинивать | Зафиксируйте функциональную ось и следуйте установленной последовательности действий |
| Сварная арматура только на одной стороне тонкой двери | Край двери выгибается к раме или от неё | Перед началом производства необходимо проверить геометрию арматуры и тепловой баланс |
| Рама собрана после выравнивания петель | Скручивание рамы станка приводит к изменению проёма двери | Определить, на каком этапе последовательности сборки каркаса устанавливается базовая точка шарнира |
| Шарниры, сварные по отдельности без приспособления с общей осью | Дверь свободно открывается на одном участке хода и плотно прилегает на другом | Определить положение всех бочек относительно одной общей функциональной оси |
| Сборка выполняется в зажатом состоянии | Дверь меняет положение после отсоединения зажима | Проверить после остывания и снятия зажимов |
| Сварные брызги или тепло попадают на движущуюся границу раздела | Рывкообразные движения или преждевременный износ | Во время изготовления следует защитить штифт, втулку, уплотнение и отверстие корпуса |
Проложите обратный путь сварочного тока таким образом, чтобы штифт шарнира, втулка или соединительная поверхность подшипника не использовались в качестве части электрической цепи. Термочувствительные втулки, уплотнения, смазочные материалы и съемные внутренние детали также требуют применения специального метода монтажа, соответствующего конкретной конструкции шарнира.
Установите арматуру в том месте, где нагрузка на шарнир передается на раму
Усиление является эффективным только в том случае, если оно передает нагрузку на окружающую конструкцию. Установка небольшой пластины непосредственно под шарниром может привести к увеличению толщины зоны сварного соединения, при этом стенка трубы, профилированный фланец или обшивка двери, расположенные поблизости, останутся свободными для изгиба.
Проверьте сначала сторону двери, а затем сторону коробки.
| Местоположение | Чему нужно противостоять | Вопросы для проверки чертежей |
|---|---|---|
| Верхний шарнир со стороны рамы | Локальное отрывание, изгиб каркаса и скручивание под действием момента, создаваемого дверью | Арматура крепится к основной раме или только к одной стене? |
| Нижний шарнир со стороны рамы | Сжатие, локальная опора и устойчивость оси | Может ли нижняя конструкция деформироваться и сместить ось под нагрузкой? |
| Зона петель со стороны двери | Деформация кожи, скручивание кромок и локальная усадка сварного шва | Есть ли внутренняя дверная коробка или обратный фланец, принимающий на себя нагрузку? |
| Конец арматуры | Переход жесткости и циклическая концентрация напряжений | Заканчивается ли арматура непосредственно рядом со сварным швом, подвергающимся наибольшей нагрузке? |
| Зона зазора ствола | Полный оборот без соприкосновения с рамой или покрытием | Уменьшает ли армирование заданный угол раскрытия? |
Не существует универсальной толщины или длины арматуры, применимой ко всем рамам машин. Это значение зависит от общего момента, действующего на дверь, расстояния между петлями, сечения рамы, марки стали, геометрии сварного шва, вибрации, воздействия ударов и допустимого прогиба.
Более общая взаимосвязь между толщиной листа, конструкцией шарнира, нагрузкой и общей долговечностью рассматривается в прочная промышленная направляющая для петель. На этой странице по-прежнему рассматривается вопрос интеграции выбранного шарнира в сварную раму.
Установите зазор при закрытых дверях вплотную к защелке, уплотнителю или блокирующему устройству
Сварной шарнир после изготовления становится трудно регулировать. Поэтому положение «закрыто» необходимо установить до того, как окончательные сварные швы зафиксируют шарнир в раме.
Правильное положение в закрытом состоянии может контролироваться одним или несколькими интерфейсами:
- Защелка и фиксатор, которые должны сцепляться без подъема двери
- Периметральная прокладка, требующая равномерного прилегания
- Перекрытие ограждения станка, при котором должен соблюдаться заданный зазор
- Привод блокировки, который должен стабильно входить в переключатель
- Механический ограничитель, предотвращающий неправильное защелкивание двери
- Соседняя панель или поверхность корпуса, требующая визуального выравнивания
Не используйте защелку для выравнивания деформированной сварной двери, если такая функция явно не предусмотрена конструкцией. Чрезмерное усилие при закрывании может скрыть погрешность в расположении оси петли во время сборки, перенеся проблему на защелку, коробку, прокладку или блокиратор.
В случае защитной двери проверьте работу блокировки на протяжении всего цикла открытия и закрытия. Убедитесь, что выключатель не выполняет функцию механического ограничителя хода двери и что вибрация рамы или провисание двери не создают боковой нагрузки на привод.
Проверка выравнивания: Дверь, которая закрывается только после того, как оператор поднимет, повернет или нажмёт на свободный край, не выровнена должным образом, даже если в конечном итоге защелку удается зафиксировать.
Повторно проверьте выравнивание после завершения изготовления рамы и обработки поверхности
Дверь может пройти проверку сразу после сварки петель, но при этом оказаться непригодной к эксплуатации на готовой машине. Последующие операции по сварке рамы, установке защитных ограждений, подъему, механической обработке, монтажу на основание, нанесению порошкового покрытия, нанесению слоя краски или повторной сборке могут изменить окончательное соотношение между петлями, рамой, защелкой и зоной открывания двери.
Контроль должен проводиться в соответствии с фактической последовательностью изготовления, а не ограничиваться однократным проверкой.
| Этап проверки | Проверки, специфичные для конкретной рамы станка |
|---|---|
| После прихваточной сварки шарниров | Общая ось, свободное перемещение штифта, предварительные зазоры, опорная точка фиксатора, контур открытия и посадка в зажимное приспособление |
| После окончательной сварки шарниров | Перемещение оси, прогиб двери, раскрытие коробки, вставку штифта, свободное вращение и деформацию в зоне сварки |
| После завершения изготовления основной рамы станка | Скручивание рамы, перпендикулярность открытия, выравнивание соседних защитных ограждений и положение блокировки |
| После выхода из пресс-формы и охлаждения | Остаточное перемещение, которое было скрыто зажимным устройством |
| После нанесения покрытия или краски | Зазор ствола, закрытые опорные поверхности, зазоры в дверях, зацепление защелки и препятствия со стороны покрытия |
| После окончательной сборки станка | Скручивание основания, установленные аксессуары, кабели, защитные панели, ограничитель открытия и усилие привода |
Если в петле предусмотрены съемные штифты или детали, подлежащие техническому обслуживанию, в ходе проверки также необходимо убедиться в правильности направления их извлечения, наличии достаточного пространства для извлечения, надежности фиксации, а также в возможности повторной установки двери без принудительного выравнивания цилиндров.
Диагностика неисправностей сварных дверей по признакам
Наблюдаемый симптом часто указывает на то, какая часть сварной конструкции сместилась. Не следует заменять петлю, пока не будет установлено, что проблема связана именно с износом петли, а не с деформацией рамы, прогибом двери, смещением сварного шва, неисправностью защелки или препятствием со стороны покрытия.
| Наблюдаемый симптом | Области, которые следует проверить | Почему это может происходить |
|---|---|---|
| Дверь свободно двигается, когда она приоткрыта, но заклинивает у одного из углов | Соосность нескольких стволов, прямолинейность штифтов и скручивание рамы | Оси шарниров смещены или не совпадают по углу |
| Защелка срабатывает только при поднятии свободного края | Момент, действующий на дверь, область верхнего шарнира, жесткость коробки и усиление двери | Установленная дверь провисла или сместилась монтажная поверхность петли |
| Зазор узкий в одном углу и широкий в противоположном углу | Прямоугольность двери, размеры проёма коробки, усадка сварных швов и снятие с зажимных приспособлений | Дверь или коробка приняли форму параллелограмма или искривленной поверхности |
| Штифт был свободным после закрепления, но затянулся после окончательной сварки | Вращение цилиндра, подача тепла, последовательность сварки, брызги и состояние втулки | В результате окончательной сварки произошло смещение функциональной оси или повреждение сопрягающегося участка |
| Трещина начинается рядом со сварным швом петли | Край сварного шва, зона термического влияния, конец арматуры, вибрация и переход жесткости | Циклическое напряжение сосредоточено в локальной области |
| Дверь подходит до нанесения покрытия, но после этого начинает цепляться | Толщина покрытия, маскировка, зазор в барабане, зазор со стороны шарнира и повторная сборка | Первоначальный допуск не учитывал состояние готовой отделки |
| Изменение положения двери после закрепления станка | Основная рама, выравнивающие опоры, анкеры и скручивание установленной рамы | Конструкция станка сместилась после первоначальной центровки двери |
| Привод блокировки демонстрирует боковой износ | Провисание петель, положение переключателя, ограничитель двери и траектория закрывания | Переключатель компенсирует погрешность механической центровки |
В случае сварных узлов для устранения неисправности может потребоваться нечто большее, чем просто замена петли. Разрезание и повторная сварка той же самой петли на деформированной или ослабленной раме может привести к повторному возникновению первоначальной неисправности.
Пример применения композитных материалов: сварная служебная дверь для автоматизированной производственной ячейки
Это смотанный инженерный сценарий, созданный для пояснения логики выбора. Он не является документацией по проекту заказчика или заявлением о результатах испытаний продукции.
Рассмотрим высокие служебные ворота, установленные на сварной раме автоматизированной ячейки. На воротах размещены смотровое окно, ручка, механизм защелки и привод системы безопасности. Предлагается установить три привариваемых петли вдоль элемента рамы из прямоугольной трубы.
В первом варианте конструкции каждая створка шарнира расположена на внешней стенке трубы. Размеры шарнира кажутся достаточными, однако на чертеже не показано внутреннее армирование или общая отметка оси шарнира. Каждый шарнир располагается относительно ближайшего края листа.
При первоначальной сборке дверь устанавливается на место, пока рама находится в сварочном приспособлении. После завершения монтажа окружающего основания станка и снятия зажимов с рамы зазор со стороны защелки изменяется. В нижней части двери зазор остается в допустимых пределах, но верхняя защелка больше не входит в паз без прижимания двери внутрь.
В ходе технической экспертизы не следует сразу же предлагать установку шарнира большего размера. Сначала необходимо определить,:
- Ось шарнира сместилась после остывания сварных швов основной рамы
- В верхней стенке трубы отсутствует достаточная локальная жесткость
- Внутренняя рама двери не переносит вес смотрового окна на линию петель
- Три петли были подобраны на основе отдельных эстетических ориентиров
- Защелка и блокировка были установлены до того, как было проверено окончательное положение рамы
В доработанной концепции могут использоваться универсальное крепление оси шарнира, арматура, ввязанная в трубную конструкцию, установленный калибр для проверки при закрытых дверях со стороны защелки, а также проведение проверок как после сварки шарниров, так и после завершения монтажа основной рамы. Конкретная модель шарнира, размеры арматуры, порядок сварки, допуски и пределы приемлемости остаются индивидуальными для каждого проекта.
Технический контрольный список для сварных дверей станины станка
- В комплект движущейся двери входят стекла, сетка, ручки, защелки, тросы и другие детали, устанавливаемые на дверь.
- Зафиксировано расстояние от центра тяжести до оси шарнира.
- Пути передачи нагрузки со стороны двери и со стороны коробки доходят до несущих элементов.
- Количество петель и расстояние между ними зависят от фактической геометрии двери и коробки.
- Все отдельные шарнирные втулки расположены относительно одной измеримой функциональной оси.
- На чертеже указаны конструктивные базовые линии, а не визуальные края листа.
- Данное крепление определяет как расположение оси шарнира, так и положение закрытой двери.
- В процессе прихваточной сварки отображается взаимосвязь между защелкой, прокладкой, упором или блокировкой.
- Армирование передает нагрузку, действующую на шарнир, на окружающую конструкцию станка.
- Доступ к зоне сварки достаточен для выполнения сварки в соответствии с технологической инструкцией проекта.
- Штифт, втулка, уплотнение, подшипник и смазочный материал защищены от воздействия высокой температуры, электрического тока и брызг в соответствии с конструктивными требованиями шарнира.
- Выравнивание проверяется после накладной сварки, окончательной сварки, охлаждения и снятия зажимных приспособлений.
- После завершения монтажа основной рамы и отделки поверхности дверь подвергается повторной проверке.
- Защелка фиксируется без подъема, скручивания или прикладывания силы к свободному краю.
- Дверь открывается на необходимый угол без заклинивания и без соприкосновения с рамой.
- Методика проведения проверок и предельные значения приемки, установленные для конкретного проекта, приведены в утвержденной документации.
Соответствие каталогу является предварительной рекомендацией. Проверка чертежей и траектории нагрузки составляют инженерную экспертизу. Для утверждения образца требуется представительный сварной узел двери. При утверждении серийного производства следует использовать утвержденный чертеж, документацию по сварке, методику контроля и требования по управлению изменениями. Здесь эти различия следует изложить кратко; для более подробного описания рабочего процесса рекомендуется ознакомиться со специальной статьей, посвященной процессу выбора поставщиков оригинального оборудования (OEM).
Часто задаваемые вопросы
Всегда ли сварные петли на рамах станков прочнее болтовых?
Нет. Конечный результат зависит от шарнира, сварного соединения, основного материала, армирования, жесткости рамы, геометрии двери, вибрации и качества изготовления. Сварное крепление позволяет исключить места соединения крепежными элементами, но может привести к деформации, появлению остаточных напряжений и затруднить замену в полевых условиях.
Как обеспечить расположение нескольких привариваемых петель на одной оси?
Определите положение функциональной оси ствола или штифта относительно общих конструктивных баз и закрепите все шарниры в одном зажимном приспособлении, если это допускает конструкция шарнира. Проверьте свободное вращение или вставку штифта после прихваточной сварки, окончательной сварки, охлаждения и снятия с зажимного приспособления.
Следует ли устанавливать дверцу машины, когда петли приварены?
Правильное состояние зажимного приспособления зависит от конкретного проекта. Процесс должен точно отражать заданную ось шарнира и геометрию закрытой двери, не позволяя весу двери, усилию защелки или ограничивающему воздействию зажимного приспособления скрывать деформации. Процедура сварки и схема зажимного приспособления должны четко определять это состояние.
Может ли стандарт ISO 1101 определять требуемое качество сварного шва?
Нет. Стандарт ISO 1101 устанавливает правила в отношении геометрических характеристик, таких как форма, ориентация и расположение. Он не определяет параметры сварочных процедур, размеры сварного шва, присадочный материал, принос тепла или критерии приемлемости дефектов сварного шва.
Почему сварная дверца станка может свободно устанавливаться до окраски, но после отделки начинает задевать?
Толщина покрытия, недостаточный зазор в корпусе, погрешности в маскировке участков, отклонения при повторной сборке или смещения в процессе отделки могут привести к уменьшению доступного зазора. Дверь следует проверять в готовом к эксплуатации состоянии с окончательной отделкой и в окончательном сборе.
Следует ли при выборе петель ориентироваться на вес самой двери?
Нет. Используйте полный узел подвижной двери, включая арматуру, окна, сетку, ручки, защелки, механизмы блокировки, тросы, утеплитель и любые другие компоненты, которые перемещаются вместе с дверью.
Определяйте положение сварной двери исходя из измеренных геометрических параметров, а не по визуальной подгонке
Шарниры дверей сварной рамы станка следует разблокировать только после того, как все этапы — нагрузка на дверь, траектория передачи нагрузки конструкции, отсчетная точка оси шарнира, армирование, сопряжение при закрытых дверях, состояние зажимных приспособлений и проверка — будут приведены в соответствие с одной и той же редакцией чертежа.
То, что дверь выглядит ровной при зажиме, не является достаточным доказательством. Готовая сборка должна оставаться в пределах установленных для данного проекта допусков по выравниванию после окончательной сварки, охлаждения, снятия зажимных приспособлений, завершения монтажа окружающей рамы станка, отделки поверхности и окончательной установки.
Практический вопрос при приемочной проверке прост: свободно ли вращается готовая дверь и возвращается ли она в требуемое положение без принудительного сжатия защелки, перегрузки блокировки, трения о коробку или использования покрытия и прокладки для маскировки ошибок изготовления?
Отправить интерфейс сварной двери на рассмотрение
Предоставьте компании HTAN данные о сечении каркаса машины, полной массе двери, положении центра тяжести, расположении петель, армировании, предполагаемом доступе для сварки, схеме отсчётных точек, положении защелки или блокировки, угле открытия, а также о необходимых проверках выравнивания после сварки.






