A HTAN é um dos principais fabricantes de dobradiças, pegas e fechos industriais na China.


Uma porta de acesso a uma máquina pode utilizar uma dobradiça com capacidade adequada, conforme indicado no catálogo, e mesmo assim apresentar falhas durante o fabrico. A porta pode encaixar corretamente após a soldadura de fixação, mas ficar encravada após as soldaduras finais. O trinco pode alinhar-se na mesa de soldadura, mas deixar de encaixar depois de a estrutura da máquina estar concluída. Um eixo de dobradiça reto também pode ficar curvo ou deslocado quando os elementos separados da estrutura encolhem em direções diferentes.
Para dobradiças de porta para estrutura de máquina soldada, a dobradiça é apenas uma das partes do sistema estrutural. A massa da porta, o centro de gravidade, a rigidez da moldura, o reforço, a localização do eixo da dobradiça, o desenho do dispositivo de fixação, a sequência de soldadura, a posição do trinco e a deformação pós-soldadura têm de funcionar em conjunto.
Este guia explica como definir esse sistema antes da fabricação e como verificá-lo após a soldadura, o revestimento e a montagem final da máquina. O objetivo não é simplesmente soldar uma dobradiça a uma estrutura. O objetivo é produzir uma porta que suporte a sua carga, gire livremente, regresse à posição de fecho especificada e permaneça alinhada com o trinco, a vedação ou o bloqueio.
Limite de decisão
Este artigo parte do princípio de que já foi escolhida a fixação soldada. Se ainda se estiver a decidir entre a fixação soldada e a fixação amovível, utilize primeiro o Guia para a escolha entre dobradiças soldadas e aparafusadas.
A tarefa aqui é mais específica: definir e validar a geometria da instalação de uma dobradiça soldada na estrutura de uma máquina, sem permitir deformações causadas pela soldadura, percursos de carga fracos ou pontos de referência imprecisos para controlar a posição final da porta.
Comece pela montagem das dobradiças da porta da estrutura soldada da máquina
Não comece apenas com um modelo da dobradiça e o peso da porta. Comece com uma vista em corte através do lado da dobradiça da máquina. O corte deve mostrar todas as camadas estruturais entre o cilindro da dobradiça e a estrutura principal da máquina.

Uma estrutura típica pode incluir um tubo retangular, uma flange moldada da moldura, o revestimento da porta, a moldura interior da porta, uma placa de reforço, a folha da dobradiça, a zona de soldadura, a reborda da junta, a rede de proteção ou uma cobertura estética. A combinação concreta depende de cada projeto.
A questão principal é saber se a carga da porta incide sobre um elemento estrutural da armação ou se é absorvida por um revestimento flexível. Uma dobradiça espessa soldada a um painel fino e sem apoio não constitui um sistema de porta resistente. O painel pode dobrar-se à volta da solda, enquanto a própria dobradiça permanece intacta.
| Entrada em pilha | O que é necessário demonstrar | Por que é que isso afeta o alinhamento |
|---|---|---|
| Elemento estrutural principal | Tubo, canal, chapa, cantoneira ou perfil moldado que suporta a dobradiça | Determina a rigidez e o percurso final da carga na máquina |
| Estrutura da porta | Espessura da chapa, estrutura interna, flange de retorno, janela, malha e acessórios | Controla a deflexão da porta e o centro de gravidade real |
| Posição da folha da dobradiça | Superfície de contacto, acesso à soldadura, desvio do cilindro e orientação | Controla o eixo de rotação e a geometria de soldadura disponível |
| Reforço | Placa de apoio, inserção tubular local, nervura ou retorno moldado | Distribui a carga concentrada na dobradiça por uma área estrutural mais ampla |
| Interface fechada | Trava, batente, junta, alvo de interbloqueio ou sobreposição da porta de proteção | Define para onde a porta deve regressar após a soldadura e o ciclo |
| Abrir o envelope | Ângulo e distância necessários em relação à estrutura, proteções, cabos e equipamento | Impede que o cilindro da dobradiça ou a folha criem uma situação de interferência |
O desenho de montagem deve também identificar quais as características que são estruturais e quais as que são estéticas. Uma borda pintada da chapa pode parecer conveniente para a localização da dobradiça, mas pode não ser suficientemente estável para servir de referência de fabrico.
Transferir a carga da porta para a estrutura da máquina
O conjunto completo da porta móvel gera um momento em torno do eixo da dobradiça. Uma primeira relação útil é:
Momento da porta: M = W × d
W é a carga gravitacional da porta móvel completa, e d é a distância horizontal entre o eixo da dobradiça e o centro de gravidade do conjunto da porta.
Trata-se de uma relação mecânica geral. Não se trata de uma classificação de dobradiças, de uma regra relativa à dimensão das soldaduras nem de um critério de aceitação final da produção.
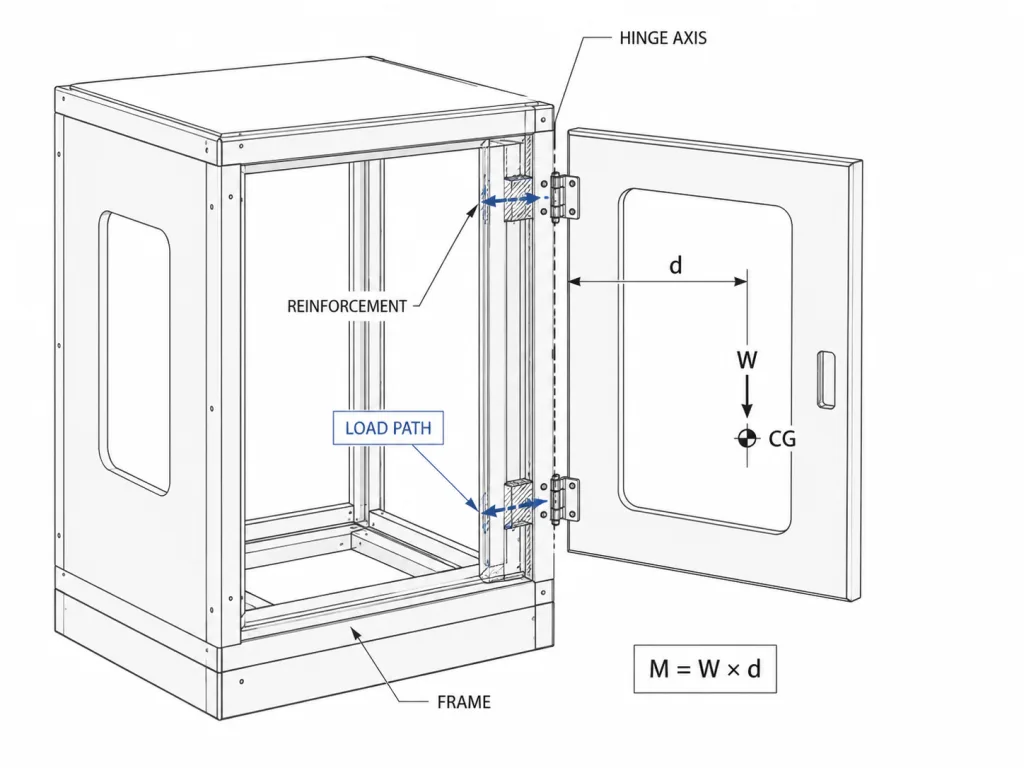
O momento da porta deve passar pelo pino da dobradiça, pelas articulações ou pelo cilindro, pelas folhas da dobradiça, pelas soldaduras, pelo reforço e pelos elementos da moldura. Uma transição fraca em qualquer ponto dessa cadeia pode causar afundamento ou deslocamento permanente, mesmo quando o pino da dobradiça for suficientemente grande.
Analise as seguintes questões sobre o caminho de carga:
- Cada folha da dobradiça está ligada diretamente a um elemento estrutural da armação?
- A folha do lado da porta exerce pressão sobre uma moldura interna ou apenas sobre a chapa exterior?
- A parede da moldura local pode dobrar-se, torcer-se ou deformar-se em torno da dobradiça?
- O reforço termina abruptamente junto à soldadura, criando uma transição brusca de rigidez?
- A zona da dobradiça superior resiste à força de separação criada pelo momento da porta?
- A vibração pode fazer com que a estrutura circundante se mova, mesmo que a dobradiça permaneça rígida?
Os cálculos detalhados relativos à massa da porta, ao braço de alavanca, ao espaçamento entre as dobradiças, à carga radial, à carga axial e aos fatores de segurança devem constar no documento separado Guia de capacidade de carga das dobradiças para portas industriais. Esta página utiliza esses resultados apenas para definir o percurso de carga da soldadura.
Definir um eixo de articulação mensurável e um esquema de referência
As várias dobradiças soldadas devem rodar em torno de um eixo funcional. Colocar cada dobradiça a olho nu junto a uma borda próxima da chapa pode resultar em três posições individualmente aceitáveis que não formam um eixo reto.
O desenho e o dispositivo de fixação devem determinar a localização do eixo da dobradiça a partir de referências estruturais estáveis. O esquema de referência correto depende da forma como a máquina é fabricada e instalada, mas, normalmente, deve relacionar o eixo da dobradiça com a abertura da estrutura e com a posição exigida da porta fechada.
| Referência | Função possível | Risco em caso de má escolha |
|---|---|---|
| Plano estrutural principal | Localiza o eixo da articulação em relação à estrutura da máquina | Uma superfície flexível ou cosmética sofre alterações durante a soldadura ou o revestimento |
| Referência do quadro vertical ou horizontal | Controla a orientação do eixo da dobradiça | A porta sobe ou desce gradualmente ao longo do seu curso de abertura |
| Plano de abertura da porta | Controla a folga de fecho e o deslocamento da folha | A porta encaixa na dobradiça, mas não assenta corretamente na abertura |
| Referência à trava ou ao bloqueio | Coordena a borda livre com os acessórios de fecho | O trinco ou interruptor de segurança é obrigado a compensar o erro de posicionamento da dobradiça |
| Referência do eixo entre dobradiças | Mantém os cilindros das dobradiças discretos e coaxiais | O pino encrava ou a porta salta durante o movimento |
Sempre que o design da dobradiça o permitir, pode utilizar-se uma barra de fixação, um pino de alinhamento amovível, um elemento de localização maquinado ou um encaixe comum para manter os cilindros alinhados num único eixo durante a soldadura de fixação. O dispositivo de fixação deve localizar o eixo de rotação funcional — e não apenas a borda exterior de cada folha da dobradiça.
ISO 1101:2017 estabelece a linguagem simbólica e as regras de interpretação para especificações geométricas, tais como forma, orientação, localização e excentricidade. Permite definir requisitos de desenho inequívocos para o eixo da dobradiça e a geometria de montagem. Não especifica o tamanho da soldadura, o procedimento de soldadura, a entrada de calor, o material de adição nem as descontinuidades de soldadura aceitáveis.
Traçar o limite: Não defina uma tolerância apertada para o eixo da dobradiça numa característica que o processo de fabrico não consiga medir ou controlar. Defina em conjunto as superfícies de referência, o método de medição, as condições do dispositivo de fixação e a fase de inspeção.
Controlar a distorção através do dispositivo de fixação e da sequência de soldadura
A soldadura aquece localmente a dobradiça, a porta, o reforço e a moldura. À medida que o metal soldado e o material circundante arrefecem, contraem-se. Se essa contração for desequilibrada, pode puxar a aba da dobradiça, rodar o cilindro, curvar a borda da porta ou torcer a abertura da moldura.
O procedimento de soldadura deve ser desenvolvido tendo em conta os materiais específicos, a geometria da junta, as espessuras, o desenho da dobradiça e o processo de produção. Um artigo de carácter geral não deve prescrever um comprimento universal do cordão de soldadura, corrente, fio de adição, temperatura de pré-aquecimento ou dimensão da soldadura.
O projeto mecânico e o dispositivo de fixação ainda podem reduzir o risco de distorção antes de os parâmetros de soldadura serem definidos:
- Localize os pontos de referência estruturais. Fixa a estrutura da máquina e a porta utilizando as mesmas referências utilizadas no desenho.
- Instale o espaçador do lado da trava ou o calibre de inspeção. Mantenha a posição de porta fechada pretendida, em vez de deixar que a dobradiça a defina acidentalmente.
- Coloque todas as dobradiças num único dispositivo de alinhamento comum. Confirme a inserção do pino ou a rotação livre antes de qualquer soldadura final.
- Aplique soldaduras de fixação controladas. Verifique novamente o eixo, a folga da porta, a posição do trinco e o movimento de abertura após a fixação provisória.
- Regule o aquecimento sempre que o procedimento previsto o permita. Evite aplicar toda a carga térmica num dos lados da porta ou numa das dobradiças antes de verificar o movimento.
- Deixe que o conjunto atinja a condição de inspeção definida. Não aprove o alinhamento enquanto a estrutura estiver imobilizada e quente.
- Meça novamente após a libertação do dispositivo de fixação. O dispositivo de fixação pode ocultar tensões residuais que só se manifestam após a libertação da fixação.
| Fonte de distorção | Resultado visível típico | Controlo do projeto ou da fabricação |
|---|---|---|
| Soldadura desequilibrada numa das folhas da dobradiça | O cano roda na direção da soldadura e o pino começa a encravar | Fixar o eixo funcional e utilizar a sequência aprovada |
| Reforço soldado apenas numa das faces de uma porta fina | A borda da porta inclina-se para o lado da moldura ou afasta-se dela | Verificar a geometria da armadura e o balanço térmico antes do início da produção |
| A moldura fica concluída depois de as dobradiças estarem alinhadas | A torção da estrutura da máquina altera a abertura da porta | Definir em que momento o ponto de referência da dobradiça é estabelecido na sequência de construção da estrutura |
| Dobradiças soldadas individualmente sem um dispositivo de fixação com eixo comum | A porta move-se livremente numa parte do seu percurso e fica mais apertada noutra parte | Localizar todos os barris a partir de um eixo funcional comum |
| Montagem aceite enquanto fixada | A porta muda de posição após a libertação do dispositivo de fixação | Inspecione após arrefecimento e depois de soltar as braçadeiras |
| Os salpicos de soldadura ou o calor atingem a interface em movimento | Movimento irregular ou desgaste prematuro | Proteja o pino, a bucha, a vedação e a abertura do cilindro durante o fabrico |
Coloque o percurso de retorno da soldadura de forma a que a corrente de soldadura não utilize o pino da dobradiça, a bucha ou a interface do rolamento como parte do percurso elétrico. As buchas sensíveis ao calor, as juntas, os lubrificantes e as peças internas removíveis também requerem um método de instalação específico para a dobradiça.
Coloque o reforço no ponto em que a carga da dobradiça incide na estrutura
O reforço só é eficaz quando transfere a carga para a estrutura circundante. A adição de uma pequena placa diretamente por baixo de uma dobradiça pode tornar a zona de soldadura mais espessa, deixando ao mesmo tempo a parede do tubo, a flange moldada ou o revestimento da porta nas proximidades livres para se dobrarem.
Verifique separadamente o lado da porta e o lado da moldura.
| Localização | O que é preciso combater | Perguntas para a revisão do desenho |
|---|---|---|
| Dobradiça lateral superior da moldura | Separação local, flexão da parede da moldura e torção provocadas pelo momento exercido pela porta | O reforço está ligado à estrutura principal ou apenas a uma parede? |
| Dobradiça inferior do lado da moldura | Compressão, apoio local e estabilidade do eixo | A estrutura inferior pode deformar-se e deslocar o eixo sob carga? |
| Zona da dobradiça do lado da porta | Deformação da chapa, torção das arestas e contração local da soldadura | Existe uma moldura interna da porta ou uma aba de retorno que suporte a carga? |
| Fim do reforço | Transição de rigidez e concentração de tensão cíclica | O reforço termina diretamente ao lado da soldadura sujeita à tensão mais elevada? |
| Zona de espaço livre do cano | Rotação completa sem contacto com a moldura ou o revestimento | O reforço reduz o ângulo de abertura pretendido? |
Não existe uma espessura ou comprimento universal de reforço aplicável a todas as estruturas de máquinas. O valor depende do momento total da porta, do espaçamento entre as dobradiças, da secção da estrutura, do tipo de aço, da geometria da soldadura, da vibração, da exposição a impactos e da deflexão admissível.
A relação mais ampla entre a espessura da lâmina, a construção da articulação, a carga e a durabilidade geral é abordada pelo guia de dobradiças para uso industrial intensivo. Esta página continua centrada na integração da dobradiça selecionada numa estrutura soldada.
Ajuste a folga da porta fechada em relação ao trinco, à vedação ou ao bloqueio
Uma dobradiça soldada torna-se difícil de ajustar após a fabricação. Por conseguinte, a posição fechada deve ser definida antes de as soldaduras finais fixarem a dobradiça à estrutura.
A posição de fecho correta pode ser controlada por uma ou mais interfaces:
- Um trinco e um encaixe que devem encaixar-se sem levantar a porta
- Uma junta perimetral que requer um contacto uniforme
- Uma sobreposição da proteção da máquina que deve manter uma distância especificada
- Um atuador de interbloqueio que tem de acionar o interruptor de forma consistente
- Um batente mecânico que impede que a porta encaixe incorretamente no trinco
- Uma superfície de um painel ou invólucro adjacente que exija alinhamento visual
Não utilize o fecho para puxar uma porta soldada deformada para a sua posição, a menos que essa função faça explicitamente parte do projeto. Uma força de fecho excessiva pode ocultar um desvio no eixo da dobradiça durante a montagem, transferindo o problema para o fecho, a moldura, a junta ou o bloqueio.
No caso de uma porta de proteção, teste o bloqueio durante toda a sequência de abertura e fecho. Certifique-se de que o interruptor não funciona como um batente mecânico da porta e que a vibração da moldura ou a inclinação da porta não exercem uma carga lateral sobre o atuador.
Verificação do alinhamento: Uma porta que só se fecha depois de o utilizador levantar, rodar ou empurrar a borda livre não está corretamente alinhada, mesmo que o trinco possa, eventualmente, ser encaixado.
Verifique novamente o alinhamento após a conclusão da estrutura e o acabamento da superfície
Uma porta pode passar na inspeção imediatamente após a soldadura das dobradiças e, mesmo assim, não passar na inspeção quando já estiver montada na máquina. Soldaduras posteriores na estrutura, a fixação de proteções, o levantamento, a maquinagem, a instalação da base, o revestimento em pó, a acumulação de tinta ou a remontagem podem alterar a relação final entre a dobradiça, a estrutura, o trinco e a abertura da porta.
A inspeção deve seguir a sequência real de fabrico, em vez de se realizar apenas uma vez.
| Fase de inspeção | Verificações específicas do quadro da máquina |
|---|---|
| Após a soldadura por pontos das dobradiças | Eixo comum, movimento livre do pino, folgas preliminares, referência do trinco, envelope de abertura e assentamento do dispositivo de fixação |
| Após a soldadura final da dobradiça | Movimento do eixo, curvatura da porta, abertura da moldura, inserção do pino, rotação livre e deformação da zona de soldadura |
| Após a conclusão da estrutura principal da máquina | Torção do quadro, perpendicularidade da abertura, alinhamento das proteções adjacentes e posição do bloqueio |
| Após a libertação do dispositivo de fixação e o arrefecimento | Movimento residual que estava oculto pelo dispositivo de fixação |
| Após a aplicação do revestimento ou da tinta | Folga do cano, superfícies de apoio ocultas, folgas nas portas, encaixe do trinco e interferência do revestimento |
| Após a montagem final da máquina | Torção da base, acessórios instalados, cabos, painéis de proteção, dispositivo de retenção da abertura e força de manobra |
Caso a dobradiça inclua pinos amovíveis ou componentes passíveis de manutenção, a inspeção deve também verificar o sentido de remoção, o espaço disponível para a extração, a retenção e a capacidade de reinstalar a porta sem forçar o alinhamento dos cilindros.
Diagnosticar problemas em portas soldadas com base nos sintomas
O sintoma observado indica frequentemente qual a parte do conjunto soldado que se deslocou. Evite substituir a dobradiça antes de distinguir o desgaste da dobradiça da deformação da estrutura, da flexão da porta, do deslocamento da soldadura, de um problema no trinco ou da interferência do revestimento.
| Sintoma observado | Áreas que convém inspecionar | Por que razão pode ocorrer |
|---|---|---|
| A porta move-se livremente quando está parcialmente aberta, mas fica encravada perto de um dos cantos | Coaxialidade de canos múltiplos, retidão dos pinos e torção do quadro | Os eixos das dobradiças estão deslocados ou desalinhados angularmente |
| O trinco só se engata quando a extremidade livre é levantada | Momento da porta, zona superior da dobradiça, rigidez do caixilho e reforço da porta | A porta com carga cedeu ou a superfície de fixação da dobradiça deslocou-se |
| A abertura é estreita num dos cantos e larga no canto oposto | Perfil retangular da porta, abertura da moldura, contração da soldadura e libertação do dispositivo de fixação | A porta ou o caixilho transformaram-se num paralelogramo ou numa superfície torcida |
| O pino ficou solto após a fixação, mas ficou bem apertado após a soldadura final | Rotação do cilindro, apporto de calor, sequência de soldadura, salpicos e estado da bucha | A soldadura final deslocou o eixo funcional ou danificou a interface móvel |
| A fissura começa ao lado da soldadura da dobradiça | Ponta da soldadura, zona afetada pelo calor, extremidade da armadura, vibração e transição de rigidez | A tensão cíclica concentra-se numa região local |
| A porta encaixa antes do revestimento, mas fica a roçar depois | Espessura do revestimento, mascaramento, folga do tambor, folga do lado da dobradiça e remontagem | A autorização inicial não incluía o estado de acabamento final |
| A posição da porta altera-se após a fixação da máquina | Estrutura de base, pontos de nivelamento, âncoras e torção da estrutura instalada | A estrutura da máquina deslocou-se depois de a porta ter sido inicialmente alinhada |
| O atuador do sistema de bloqueio apresenta desgaste lateral | Afundamento da dobradiça, posição do interruptor, batente da porta e percurso de fecho | O interruptor está a compensar o erro de alinhamento mecânico |
No caso de conjuntos soldados, uma reparação pode exigir mais do que a simples substituição da dobradiça. Cortar e voltar a soldar a mesma dobradiça numa estrutura deformada ou frágil pode provocar novamente a falha inicial.
Cenário de engenharia de compósitos: Uma porta de serviço soldada para uma célula de automação
Trata-se de um cenário de engenharia hipotético criado para explicar a lógica de seleção. Não se trata de um registo de projeto de um cliente nem de uma declaração relativa a testes de produtos.
Considere uma porta de serviço alta montada numa estrutura soldada de uma célula de automatização. A porta inclui um painel de visualização, um puxador, um mecanismo de fecho e um atuador de interbloqueio de segurança. Propõem-se três dobradiças soldadas ao longo de um elemento da estrutura constituído por um tubo retangular.
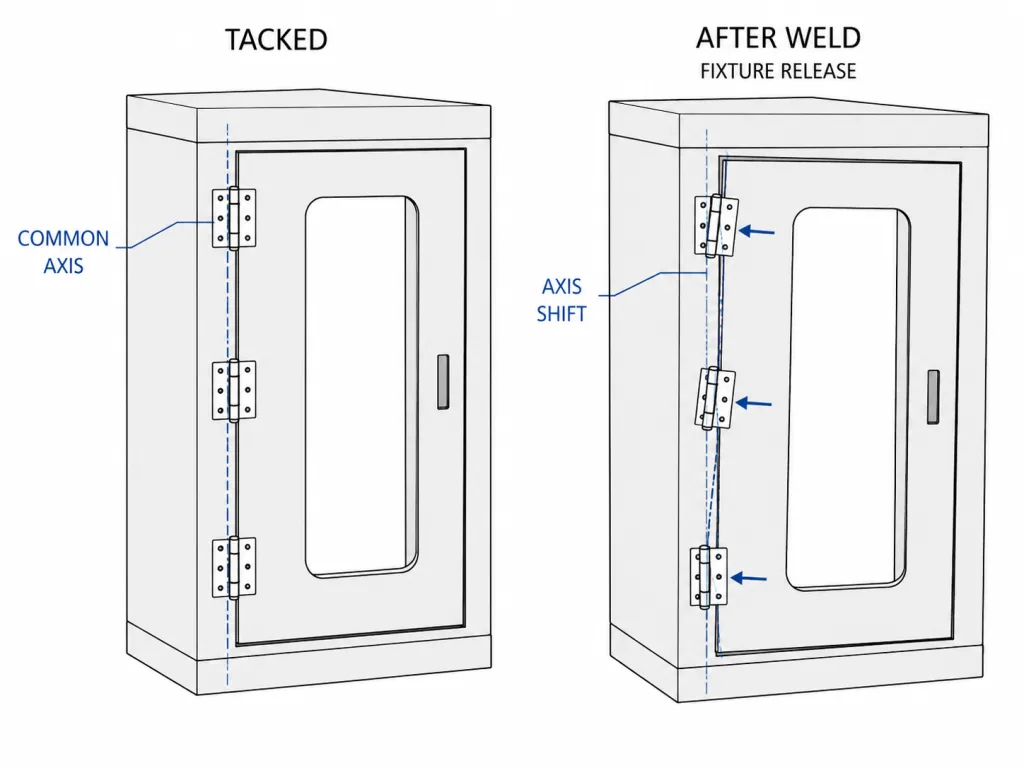
O primeiro conceito coloca cada aba da dobradiça na parede exterior do tubo. O tamanho da dobradiça parece ser suficiente, mas o desenho não mostra qualquer reforço interno nem um eixo comum de referência para as dobradiças. Cada dobradiça é posicionada a partir da borda mais próxima da chapa.
Durante a montagem inicial, a porta encaixa enquanto a estrutura permanece no dispositivo de soldadura. Depois de concluída a base da máquina circundante e de a estrutura ser libertada dos grampos, a folga do lado do fecho altera-se. A parte inferior da porta continua dentro dos limites aceitáveis, mas o fecho superior já não encaixa sem que se empurre a porta para dentro.
A análise técnica não deve indicar de imediato a utilização de uma dobradiça maior. Deve, em primeiro lugar, determinar se:
- O eixo da dobradiça deslocou-se quando as soldaduras da estrutura principal arrefeceram
- A parede superior do tubo não possui rigidez local suficiente
- A moldura interior da porta não transfere a massa do painel de visualização para a linha da dobradiça
- As três dobradiças foram identificadas a partir de referências estéticas distintas
- O trinco e o bloqueio foram instalados antes de se verificar a posição final da estrutura
Um conceito revisto pode recorrer a um dispositivo comum para o eixo da dobradiça, reforço fixado à estrutura tubular, um calibre definido para a porta fechada do lado do trinco e inspeções após a soldadura da dobradiça e a conclusão da estrutura principal. O modelo exato da dobradiça, as dimensões do reforço, o procedimento de soldadura, as tolerâncias e os limites de aceitação continuam a ser específicos do projeto.
Lista de verificação técnica da porta da estrutura soldada da máquina
- A massa total da porta móvel inclui janelas, rede, puxadores, fechos, cabos e outros componentes montados na porta.
- A distância entre o centro de gravidade e o eixo da dobradiça está registada.
- As vias de transmissão de carga do lado da porta e do lado da moldura chegam aos elementos estruturais.
- O número de dobradiças e o espaçamento entre elas dependem da geometria real da porta e do caixilho.
- Todos os cilindros das dobradiças discretas estão localizados em relação a um eixo funcional mensurável.
- O desenho identifica referências estruturais, em vez de se basear nas arestas estéticas das chapas.
- O dispositivo fixa tanto a localização do eixo da dobradiça como a posição da porta fechada.
- A relação entre o encaixe, a junta, o batente ou o bloqueio é representada durante a soldadura por pontos.
- O reforço transmite a carga da dobradiça à estrutura circundante da máquina.
- A área de soldadura dispõe de acesso suficiente para o procedimento de soldadura previsto no projeto.
- O pino, a bucha, a vedação, o rolamento e o lubrificante estão protegidos do calor, da corrente elétrica e dos salpicos, conforme exigido pelo projeto da dobradiça.
- O alinhamento é verificado após a soldadura de fixação, a soldadura final, o arrefecimento e a libertação do dispositivo de fixação.
- A porta é novamente verificada após a conclusão da estrutura principal e do acabamento da superfície.
- O trinco encaixa sem ser necessário levantar, torcer ou forçar a extremidade livre.
- A porta move-se até ao ângulo de abertura necessário sem encravar nem entrar em contacto com a moldura.
- O método de inspeção e os limites de aceitação específicos do projeto constam na documentação aprovada.
A correspondência com o catálogo constitui uma recomendação preliminar. A análise dos desenhos e do percurso de carga constitui a revisão de engenharia. É necessária uma unidade representativa de porta soldada para a aprovação da amostra. A aprovação da produção deve basear-se no desenho aprovado, na documentação de soldadura, no método de inspeção e nos requisitos de controlo de alterações. Estas distinções devem ser aqui sucintas; recomenda-se a consulta de um artigo específico sobre o processo de aprovisionamento dos fabricantes de equipamento original (OEM) para uma visão mais abrangente do fluxo de trabalho.
Perguntas mais frequentes
As dobradiças soldadas são sempre mais resistentes do que as dobradiças aparafusadas nas estruturas das máquinas?
Não. O resultado final depende da dobradiça, da soldadura, do material de base, do reforço, da rigidez da estrutura, da geometria da porta, da vibração e da qualidade de fabrico. A fixação soldada elimina as interfaces dos elementos de fixação, mas pode causar distorções, tensões residuais e dificultar a substituição no local.
Como é que se consegue manter várias dobradiças soldadas num único eixo?
Localize o eixo funcional do cilindro ou do pino a partir de referências estruturais comuns e fixe todas as dobradiças num único dispositivo de fixação, sempre que a conceção das dobradiças o permita. Verifique a rotação livre ou a inserção do pino após a soldadura provisória, a soldadura final, o arrefecimento e a libertação do dispositivo de fixação.
A porta da máquina deve ser instalada com as dobradiças soldadas?
A condição correta da fixação depende de cada projeto. O processo deve representar o eixo da dobradiça pretendido e a geometria da porta fechada, sem permitir que o peso da porta, a força do trinco ou a restrição da fixação ocultem qualquer distorção. O procedimento de soldadura e o plano de fixação devem definir essa condição de forma clara.
A norma ISO 1101 pode definir a qualidade de soldadura exigida?
Não. A norma ISO 1101 estabelece regras relativas a especificações geométricas, tais como forma, orientação e localização. Não define parâmetros de procedimentos de soldadura, dimensão da soldadura, material de adição, apporto de calor nem critérios de aceitação de defeitos de soldadura.
Por que é que uma porta de máquina soldada encaixa bem antes da pintura, mas fica a roçar depois do acabamento?
A espessura do revestimento, uma folga insuficiente no cilindro, erros nas áreas mascaradas, variações na remontagem ou movimentos durante o processo de acabamento podem reduzir a folga disponível. A porta deve ser verificada no seu estado de acabamento completo e na sua condição de montagem final.
A escolha das dobradiças deve basear-se no peso da porta sem revestimento?
Não. Utilize o conjunto completo da porta móvel, incluindo o reforço, as janelas, a rede, os puxadores, os trincos, os mecanismos de interbloqueio, os cabos, o isolamento e qualquer outro componente que se mova juntamente com a porta.
Liberte a porta soldada com base na geometria medida, e não no ajuste visual
As dobradiças da porta da estrutura soldada da máquina só devem ser libertadas depois de a carga total da porta, o percurso da carga estrutural, o ponto de referência do eixo da dobradiça, o reforço, a interface da porta fechada, o estado do dispositivo de fixação e as etapas de inspeção estarem todos associados à mesma revisão do desenho.
O facto de uma porta parecer quadrada enquanto está fixada com grampos não constitui prova suficiente. O conjunto final deve permanecer dentro dos limites de alinhamento específicos do projeto após a soldadura final, o arrefecimento, a libertação dos grampos, a conclusão da estrutura circundante da máquina, o acabamento da superfície e a instalação final.
A questão prática de aceitação é simples: a porta montada gira livremente e regressa à posição pretendida sem forçar o trinco, sobrecarregar o bloqueio, roçar na moldura ou recorrer ao revestimento e à junta para disfarçar um erro de fabrico?
Enviar uma interface de porta soldada para revisão
Envie à HTAN as dimensões da estrutura da máquina, a massa total da porta, a posição do centro de gravidade, a localização das dobradiças, os reforços, o acesso proposto para a soldadura, o esquema de referência, a posição do trinco ou do bloqueio, o ângulo de abertura e as verificações de alinhamento necessárias após a soldadura.






