HTAN is one of the leading manufacturers of industrial hinges, handles and latches in China.


An industrial equipment door rarely fails at a convenient time. It may be a vibrating feeder access door that no longer closes tight, a dust-collector inspection panel that starts to sag, or a process enclosure door that cannot be repaired quickly because hot work is restricted on site.
In each case, the hinge itself may look like a small hardware decision. But the way that hinge is attached to the door and frame can decide how the equipment behaves under vibration, how the gasket seals, how fast the door can be repaired, and whether the maintenance team needs a simple wrench or a hot-work permit. This article answers one engineering decision only: for an industrial equipment door, when should you specify weld-on hinges, and when should you specify bolt-on hinges?
It does not compare every hinge style or cover the full catalog of industrial door hardware. It focuses only on the attachment method: welded hinge attachment versus bolted hinge attachment. Neither method is automatically better. Weld-on hinges usually provide a rigid, permanent joint. Bolt-on hinges usually provide easier replacement and adjustment. The right choice depends on door weight, vibration, thermal cycling, corrosion exposure, maintenance access, hot-work restrictions, and how the door must seal over time.
The Real Decision Is Not “Which Hinge Is Stronger?”
The common assumption is simple: welded hinges are stronger, and bolted hinges are easier to replace. That is partly true, but it is not enough for industrial equipment design.
A welded hinge can still fail if weld quality, heat input, fatigue stress, or corrosion in the heat-affected zone is not controlled. A bolted hinge can also fail if fasteners lose preload, mounting holes elongate, or vibration causes micro-movement between the hinge leaf and frame. The better question is which attachment method manages the most likely failure mode better in this specific operating environment.
For a heavy door that is rarely removed, welding may reduce movement and long-term alignment drift. For a door that requires frequent service, alignment adjustment, cleaning, or field replacement, bolting may be safer and more practical. The decision is contextual, not absolute.
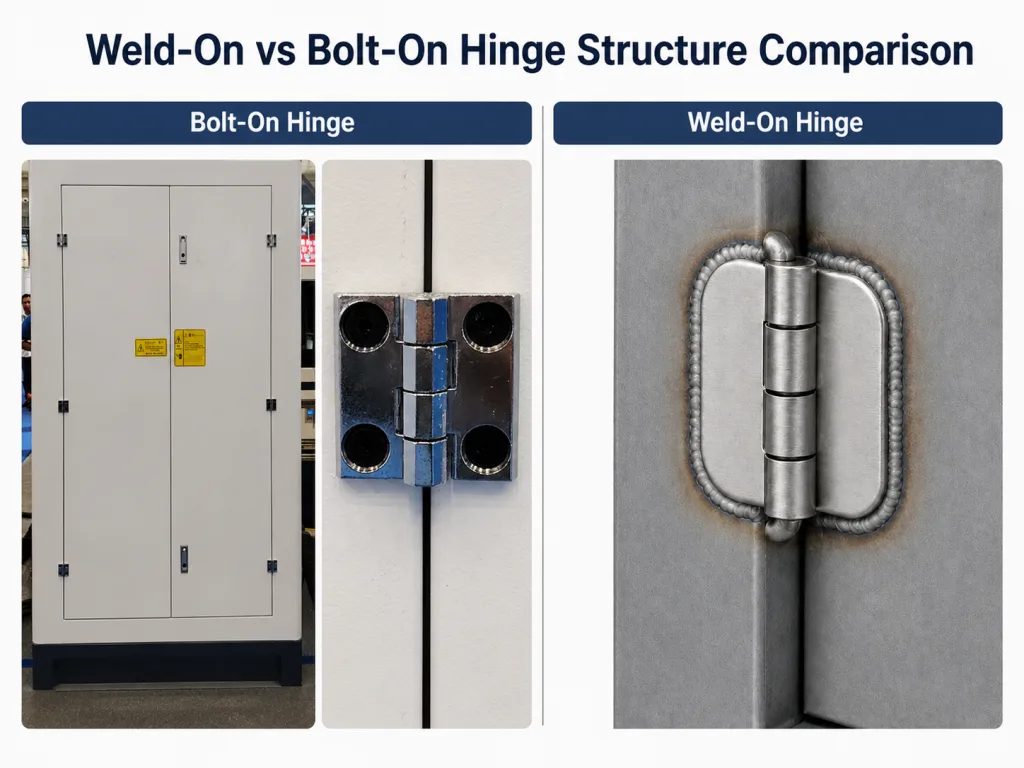
How Weld-On Hinges Behave on Industrial Equipment Doors
A weld-on hinge is permanently fused to the door, frame, or mounting plate. When designed and welded correctly, the joint can distribute load through the parent metal without relying on fastener holes. This can be valuable on industrial equipment doors that are heavy, exposed to vibration, opened and closed frequently, mounted on rigid steel frames, not expected to be removed during normal service, or used where joint movement would damage the seal or alignment.
The benefit is stiffness. A welded hinge does not depend on bolt preload, washer friction, or threaded fasteners staying tight. There is no bolt hole to elongate and no fastener stack to loosen under repeated movement.
However, welding also introduces risks. Heat can distort thin sheet metal doors. Poor weld profile can create a fatigue initiation point. Dissimilar metals may create corrosion or thermal stress concerns. Repair also becomes more difficult because replacing the hinge usually requires cutting, grinding, welding, inspection, and surface finishing. For equipment installed in hot-work-restricted areas, that repair may require permits, safety monitoring, certified labor, or a longer shutdown window.
How Bolt-On Hinges Behave on Industrial Equipment Doors
A bolt-on hinge is attached with fasteners through the hinge leaf and the door or frame. Its biggest advantage is serviceability. If the hinge wears, corrodes, or needs to be replaced, the maintenance team can usually remove it with tools instead of cutting it off.
Bolt-on hinges are often preferred when the door must be removed for cleaning, adjusted after installation, replaced during scheduled maintenance, serviced in the field, used in areas where welding is restricted, mounted to painted or modular assemblies, or aligned precisely against a gasketed seal.
The weakness is the bolted joint. Under load and vibration, fasteners can loosen, mounting holes can wear, and the door can shift if the joint was not designed with enough bearing area, edge distance, backing support, or anti-loosening features. This does not mean bolt-on hinges are weak. It means the joint must be engineered as a system: fastener size, bolt count, frame thickness, washer design, hole quality, backing plate, and inspection plan all matter. The choice between countersunk and through-hole mounting is itself part of that joint design, covered in the guide to countersunk and through-hole hinge design.
Quick Decision Table
| Operating Condition | Weld-On Hinges Are Usually Better When… | Bolt-On Hinges Are Usually Better When… |
|---|---|---|
| Heavy door load | The door is heavy and rarely removed | The joint can be reinforced with backing plates and larger fasteners |
| High vibration | Weld quality can be controlled and the door is not removed often | The joint uses anti-loosening hardware and can be inspected regularly |
| Frequent maintenance | The hinge is not expected to be removed | The door or hinge must be removed during routine service |
| Hot-work restrictions | Welding is allowed during planned shutdowns | Field welding would require permits, fire watch, or extended downtime |
| Thermal cycling | Hinge and frame materials are compatible and movement is limited | Dissimilar metals or temperature swings require some installation flexibility |
| Gasket alignment | Welding distortion can be controlled before final assembly | Field shimming or adjustment is needed to tune gasket compression |
| Corrosion exposure | Weld finish and post-weld treatment can be controlled | Hinges may need periodic replacement without cutting or grinding |
| Production workflow | Welding fits the fabrication process | Modular assembly or late-stage installation is preferred |
Door Weight and Duty Cycle
Door weight is the first practical filter. A light inspection cover that opens occasionally does not place the same demand on the hinge attachment as a heavy chute door, guarding door, mixer access panel, or dust-collector door that opens every shift.
Heavy industrial doors create bending loads at the hinge line. If the door is opened frequently, the attachment point sees repeated stress cycles. In a bolted joint, repeated movement can enlarge holes or reduce clamp force if the joint is undersized. In a welded joint, the load can be transferred through a continuous attachment area, but only if the weld quality and surrounding material are suitable. The broader load-and-duty considerations are covered in the heavy-duty hinge engineering guide.
The decision should not be based on door weight alone. A heavy door with easy field access and a reinforced bolted hinge pad may perform well. A welded hinge on a thin, distorted door panel may perform poorly even if the weld itself is strong.
Vibration and Fatigue
Vibration is one of the most important differences between welded and bolted hinge attachments. On a bolted hinge, vibration can create small movements between the hinge leaf and the frame. Over time, this movement may reduce fastener preload, wear the hole edges, or allow the door to shift. Anti-loosening nuts, thread-locking methods, hardened washers, backing plates, and proper torque control can reduce this risk, but they do not remove the need for inspection.
On a welded hinge, there are no bolts to loosen. That makes welding attractive on equipment such as vibrating screens, feeders, hammer mills, dust collectors, and heavy processing machinery. But welded joints have their own vibration risk. If the weld toe, weld root, or surrounding heat-affected zone creates a stress concentration, vibration can drive fatigue cracking. A poor weld can fail faster than a properly designed bolted joint.
The safest rule is conditional. Choose weld-on hinges for vibration when weld quality, material compatibility, and inspection can be controlled. Choose bolt-on hinges for vibration when serviceability, periodic inspection, and replaceable hardware are more important than permanent stiffness.
Maintenance Access and Field Repair
Maintenance often decides the answer more than strength does. A weld-on hinge is difficult to replace in the field. The repair may require grinding, cutting, welding, repainting, passivation, or inspection. If the equipment is installed in a plant where hot work is restricted, the repair can become much more expensive than the hinge itself. Welding, cutting, and brazing in general industry fall under OSHA 29 CFR 1910.252, which requires fire prevention measures, fire watch, and permit procedures that add time and cost to any field weld repair.
A bolt-on hinge is easier to replace. A mechanic can usually remove the fasteners, install a new hinge, realign the door, and return the equipment to service during a shorter maintenance window.
Bolt-on hinges are usually better when the door is opened frequently, the hinge may need replacement, the gasket must be adjusted after installation, the equipment is installed in a restricted work area, hot-work permits are difficult to obtain, or the plant wants maintenance without welding. Weld-on hinges are usually better when the door is rarely removed, the hinge is part of a permanent structure, the equipment is serviced only during planned shutdowns, field welding is acceptable, or the joint must remain rigid for long periods.
Thermal Cycling and Dissimilar Metals
Some equipment doors operate near heat sources, dryers, ovens, hot process vessels, or outdoor environments with wide temperature swings. If the hinge and frame are made from different metals, they may expand and contract at different rates. A welded joint forces the materials to move together, and in some designs that can increase stress over time.
A bolted joint can sometimes provide more tolerance for thermal movement, especially when the design uses proper clearances, washers, and controlled clamp load. This does not mean loose fastening. It means the joint is intentionally designed to accommodate movement without cracking or distorting the door.
For high-temperature or thermal-cycling applications, evaluate hinge material, frame material, door thickness, temperature range, expansion difference between materials, gasket compression requirements, and whether the door must remain adjustable after installation. If the hinge and frame use dissimilar metals and thermal cycling is significant, bolt-on hinges often deserve serious consideration.
Corrosion and Surface Treatment
Corrosion affects both welded and bolted hinge systems. A weld-on stainless steel hinge may look cleaner because there are no fastener holes or washers. But if the weld area is not cleaned, passivated, or finished correctly, the heat-affected zone can become more vulnerable to corrosion. A bolt-on hinge can also create corrosion risks: holes expose edges, washers can trap moisture, and crevices around the hinge leaf can collect dust, washdown residue, or process debris.
The difference is repairability. A corroded bolt-on hinge can often be removed and replaced. A corroded weld-on hinge usually requires cutting and rework. For corrosive or washdown environments, consider 304 or 316 stainless steel, coated steel or zinc alloy limitations, weld finish quality, post-weld cleaning or passivation, fastener material compatibility, crevice areas around washers and mounting holes, and cleaning access around the hinge leaf. In food, chemical, outdoor, or coastal equipment, the attachment method should be selected together with material and finish, not after them.
Door Alignment and Gasket Sealing
Industrial equipment doors often close against a gasket. If the hinge attachment allows the door to sag, twist, or shift, the gasket must compensate. That usually leads to uneven compression, leaks, dust escape, or premature gasket wear. Hinge-side misalignment is one of the most common causes of seal failure, as explained in the guide to hinge selection errors that cause seal failure.
Weld-on hinges can hold alignment very rigidly after fabrication. But if the hinge is welded slightly out of position, adjustment becomes difficult, and correcting the problem may require cutting and re-welding. Bolt-on hinges are easier to shim, slot, adjust, or replace — a major advantage when the door must meet a tight sealing plane or when large sheet-metal assemblies have normal fabrication variation.
For gasketed doors, ask whether the door needs field adjustment, whether the gasket compression range is narrow, whether the frame is likely to move after welding, whether the door will be removed and reinstalled during service, and whether the hinge position can be corrected without cutting. If field alignment matters, bolt-on hinges often provide a practical advantage. If the door is fabricated accurately and should remain fixed for years, weld-on hinges may provide better long-term stability. On sealed outdoor cabinets specifically, hinge attachment also interacts with how the seal degrades over time, covered in the guide to outdoor enclosure seal loss and maintenance.
Failure Modes: What Goes Wrong First?
A good specification should consider how each attachment method is likely to fail.
| Attachment Method | Common Failure Modes | Maintenance Visibility |
|---|---|---|
| Weld-on hinge | Weld fatigue, heat-affected-zone corrosion, distortion, cracking at weld toe | May be harder to detect early |
| Bolt-on hinge | Fastener loosening, hole elongation, washer movement, corrosion around holes | Usually easier to inspect and repair |
Bolted failures are often gradual. The door may begin to rattle, sag, or show movement before complete failure, so maintenance teams can inspect fasteners, retorque bolts, replace washers, or add reinforcement. Welded failures can be less visible — a crack may begin under paint, near the hinge barrel, or along the weld toe, and once the crack grows, failure can be sudden and harder to repair. This does not make bolted hinges safer in all cases. It means the preferred attachment method should match the inspection and maintenance capability of the site.
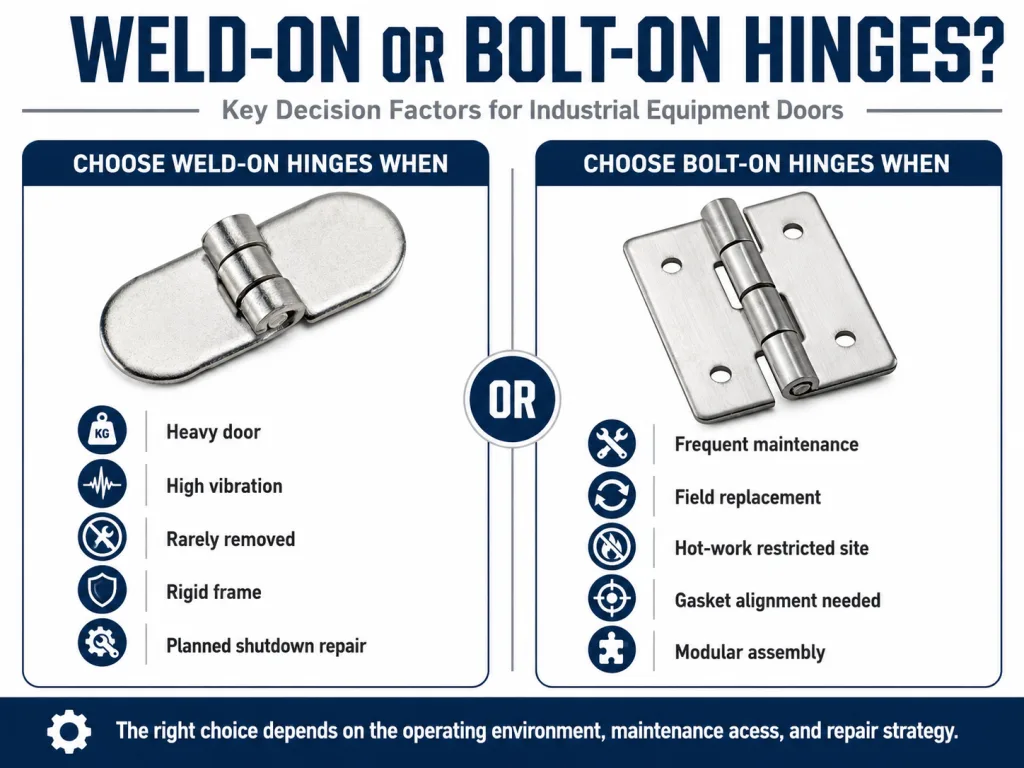
Choose Weld-On Hinges When
Weld-on hinges are usually a better choice when the door is heavy and rarely removed, the equipment is exposed to high vibration, the joint must remain rigid for long periods, the frame has enough thickness to accept welding without distortion, welding quality can be controlled, hot-work access is not a major service problem, the hinge will be repaired only during planned shutdowns, a bolted joint would require too much space or reinforcement, or the door does not require frequent field adjustment. Welding is not automatically better because it is permanent. It is better when permanence, stiffness, and reduced fastener maintenance match the real operating conditions.
Choose Bolt-On Hinges When
Bolt-on hinges are usually a better choice when the hinge may need replacement in the field, the door must be removed for cleaning or inspection, hot work is restricted or difficult to schedule, the door requires adjustment after installation, the gasket seal must be tuned in the field, the hinge and frame use dissimilar metals, thermal cycling may create stress in a rigid welded joint, maintenance teams need a repairable design, or the site prefers standard hand-tool replacement. Bolting is not automatically weaker. It is better when adjustability, serviceability, and field replacement matter more than permanent attachment.
Common Specification Mistakes
Mistake 1: Choosing Weld-On Hinges Just Because the Door Is Heavy
Heavy doors may need strong attachments, but welding is not the only option. A reinforced bolt-on design with proper backing plates and fasteners may be appropriate if the door requires future removal.
Mistake 2: Choosing Bolt-On Hinges Without Designing the Joint
A bolt-on hinge is not simply a hinge with holes. The frame thickness, fastener size, washer design, edge distance, backing support, and anti-loosening method all affect long-term performance.
Mistake 3: Ignoring Hot-Work Restrictions
If the equipment will be installed in a refinery, grain plant, chemical area, or other restricted site, welded hinge repair may be difficult. This should be considered before the hinge is specified, not discovered during the first field repair.
Mistake 4: Forgetting Gasket Alignment
A hinge attachment method that makes the door hard to align can create sealing problems later. This matters especially on dust collectors, outdoor enclosures, processing equipment, and gasketed access doors.
Mistake 5: Treating Factory Assembly and Field Repair as the Same Problem
A hinge that is easy to install in the factory may be hard to repair in the field. A good design considers both the initial build and the eventual repair.
Practical Selection Framework
| Question | If Yes, Consider |
|---|---|
| Will the door be removed during routine service? | Bolt-on hinges |
| Is field welding restricted or expensive? | Bolt-on hinges |
| Is the door heavy and rarely removed? | Weld-on hinges |
| Is vibration severe and weld quality controlled? | Weld-on hinges |
| Does the door need field alignment? | Bolt-on hinges |
| Is gasket compression sensitive? | Bolt-on hinges or adjustable mounting |
| Is the frame too narrow for a safe bolt pattern? | Weld-on hinges |
| Are dissimilar metals exposed to thermal cycling? | Bolt-on hinges |
| Is the hinge expected to last until a major shutdown? | Weld-on hinges |
| Is fast replacement more important than permanent stiffness? | Bolt-on hinges |
This table should not replace engineering judgment. It is a way to make the decision visible and defensible against the real door weight, vibration level, maintenance schedule, hot-work limits, and gasket requirements.
FAQ
Are weld-on hinges stronger than bolt-on hinges?
Not always. Weld-on hinges can provide a rigid and permanent attachment, but performance depends on weld quality, material thickness, distortion control, and fatigue conditions. A well-designed bolt-on hinge with proper backing support and fasteners can outperform a poor welded joint.
When should I use weld-on hinges for industrial equipment doors?
Use weld-on hinges when the door is heavy, rarely removed, exposed to vibration, and installed where permanent attachment is acceptable. They are also useful when the available frame space cannot support a proper bolt pattern.
When should I use bolt-on hinges instead?
Use bolt-on hinges when the door needs field replacement, removal, cleaning, adjustment, or service without hot work. They are also useful when gasket alignment must be adjusted after installation, or when the hinge and frame use dissimilar metals exposed to thermal cycling.
Do bolt-on hinges loosen under vibration?
They can if the joint is not designed correctly. Proper fastener sizing, torque control, anti-loosening hardware, backing plates, and inspection intervals reduce the risk. Bolted joints have the advantage that loosening is usually gradual and can be caught during routine inspection.
Can weld-on hinges cause door distortion?
Yes. Welding adds heat to the door or frame. On thin-gauge panels, poor heat control can distort the surface and affect gasket sealing. Weld sequence, fixture design, and post-weld inspection are important to control distortion.
Which hinge attachment is better for gasketed equipment doors?
It depends on whether alignment must be adjustable. Weld-on hinges provide rigidity after fabrication, but bolt-on hinges are easier to shim, align, and replace if the gasket compression needs tuning in the field.
Final Takeaway
The choice between weld-on hinges and bolt-on hinges is not a simple strength comparison. It is an operating-context decision. Weld-on hinges are usually better when the door is heavy, permanent, vibration-prone, and unlikely to require field replacement. Bolt-on hinges are usually better when the door needs adjustment, removal, cleaning, or repair without hot work.
The best specification asks one practical question: if this hinge fails in the field, which attachment method makes the most likely failure easier, safer, and less expensive to recover from? Answer that honestly, using the real door weight, vibration level, maintenance schedule, hot-work limits, gasket requirements, and site conditions. If your project involves industrial equipment doors and you want to match the hinge attachment method to your operating environment, HTAN can help review door weight, vibration, frame structure, hot-work constraints, and sealing requirements before specification.